| Продукты |
|
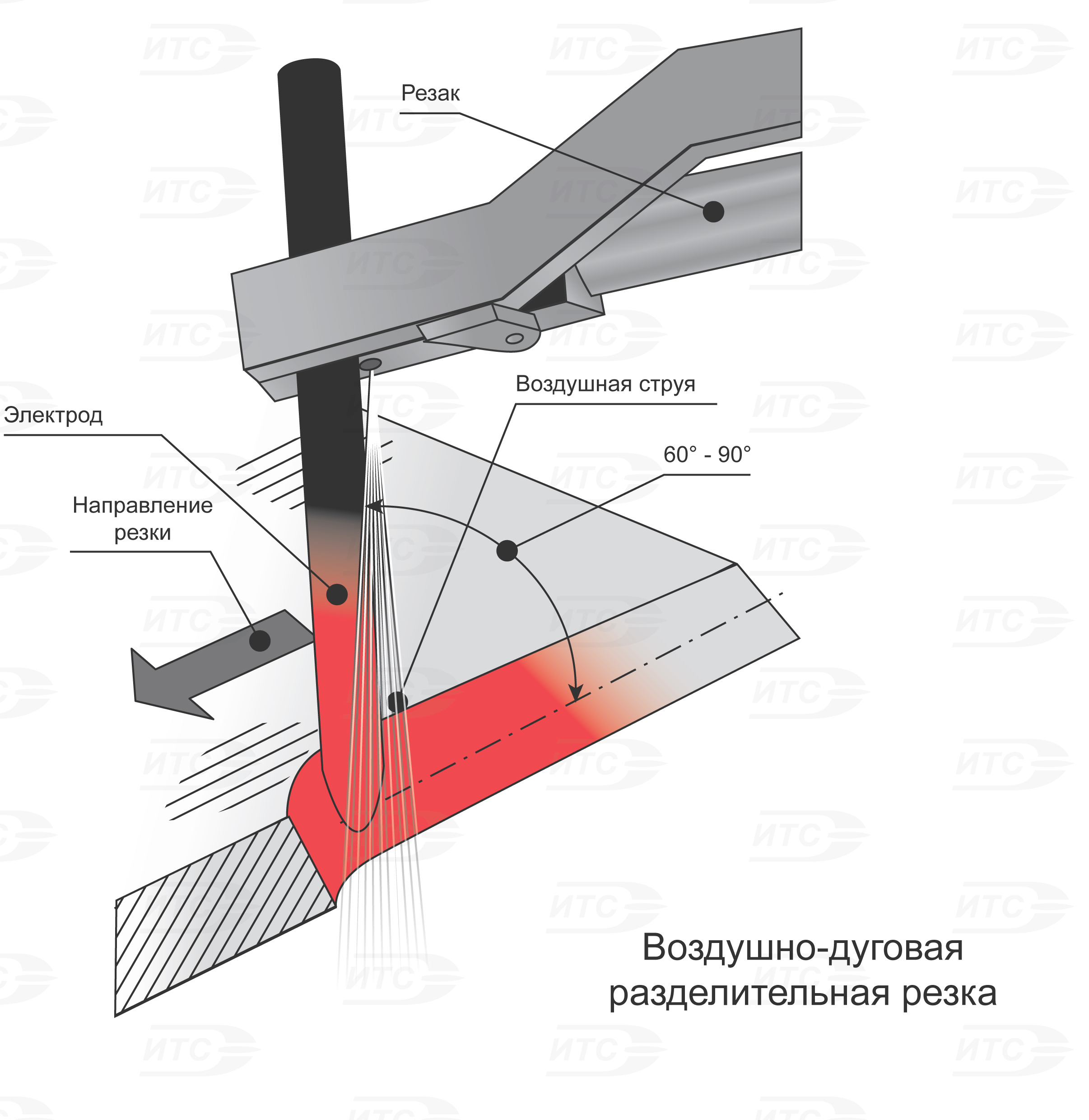
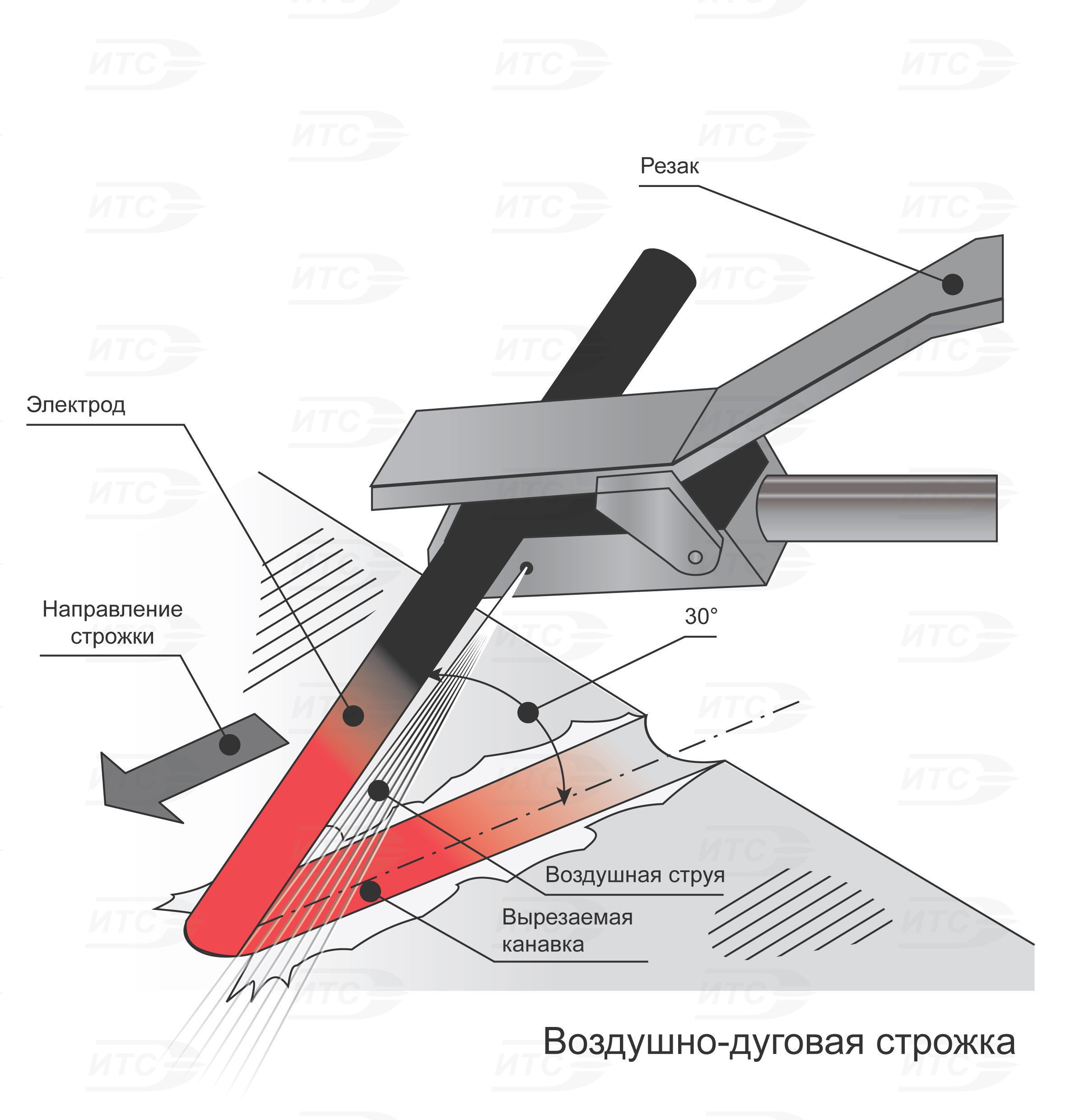
Воздушно-дуговая резка и строжка |
|
|
В итоге происходит быстрое удаление отдефектованных участков. При этом напряжение на дуге составляет 40-50 В, сила тока 250-1500 А, давление воздуха 0,4-0,6 МПа, расход воздуха 20-40 м3/час, масса выплавляемого металла - до 20 кг/час. Для подачи воздуха используются обычно цеховые магистрали сжатого воздуха, а при их отсутствии - воздушные компрессоры. Глубина и контур образовывающейся при строжке канавки регулируются углом наклона электрода и скоростью его перемещения. При этом скорость передвижения электрода должна быть такой, чтобы был слышен равномерный свистящий звук, а поверхность канавки получалась бы чистой и гладкой. Чем больше сила тока, тем больше металла можно удалить при строжке. |
|
|
|
|
|
|
|
|
Достоинства воздушно-дуговой строжки: |
|
| • высокая производительность; | |
| • простота процесса: любой сварщик, даже невысокой квалификации, может освоить процесс после нескольких тренировок; | |
| • простота и доступность оборудования: по сути, если имеется сварочное оборудование, то необходим только строгач - все остальное имеется; | |
| • достаточно высокое качество реза, не уступающее качеству газокислородной резки. | |
|
Недостатки воздушно-дуговой строжки: |
|
| • большое выделение паров, газов и брызг металла, поэтому требуется соответствующая вытяжная вентиляция и меры пожарной безопасности; | |
| • науглероживание металла на поверхностях кромок реза и выплавляемых канавок: требуется обязательная механическая зачистка для удаления поверхностного слоя. |