

| Комплекс для автоматической сварки «ВОСХОД» | Нажмите, чтобы увеличить |




Комплекс «ВОСХОД» является универсальной, автоматизированной многопозиционной сварочной системой, предназначенной для автоматической сварки порошковыми проволоками прямолинейных, криволинейных швов, орбитальной сварки неповоротных стыков трубопроводов во всех пространственных положениях. Предназначен для использования в нефтегазовом комплексе, мостостроении, судостроении. Аттестован по требованиям НАКС.
Технология сварки головками комплекса «ВОСХОД» и порошковой проволокой Power
Pipe 60R, Power Arc 60R и металлопорошковыми проволоками типа Power Bridge 60M
имеет более высокую производительность (не менее чем в четыре раза), чем сварка
электродом с основным покрытием. Коэффициент наплавки указанными проволоками на
одной головки достигает 5 кг/ час.
Отличительной особенностью конструкции комплекса «ВОСХОД» является
программируемый на 10 режимов сварки контроллер, обеспечивающий управление всеми
основными параметрами, наличие пульта дистанционного управления, а также
маятниковая система колебаний горелки, обеспечивающая как наплавку валиков на
поверхность, так и сварку соединений толщиной до 60 мм.
Комплекс «Восход» прост в эксплуатации. Сварщик с опытом работы на автоматизированных комплексах может быть обучен в течение 1-2 дней, без опыта на подобном оборудовании в течение 2-3 недель.
Компания АО НПФ “ИТС” предоставляет специалистов для обучения сварщиков и
техников при запуска проектов, а также обеспечивает сопровождение проекта в
трассовых условиях.

ОСНОВНЫЕ ОСОБЕННОСТИ
● Установка колебаний горелки в единицах на один сантиметр пути является характерной особенностью комплекса “ВОСХОД”. При изменении скорости сварки, частота колебаний остается неизменной на единицу длины сваренного шва. Это очень важно с точки зрения качества сварных швов, так как при изменении скорости сварки, степень перекрытия валиков остается неизменной;
● Невозможность несанкционированного изменения заданных параметров сварки
оператором, за исключением разрешенного изменения скорости сварки и амплитуды
колебаний (от 5% до 25%);
● Удобство выполнения сварки оператором достигается за счет применения пульта
дистанционного управления;
● Комплекс “ВОСХОД” может использоваться с направляющим поясом от головки М-300;
● Наличие левой и правой головок характерно для сварки неповоротных кольцевых
стыков в нефтегазовом комплексе, где сварка ведется двумя головками. В
экстренных случаях возможно использование двух левых или двух правых головок на
одном поясе.
● В мостостроении или в судостроении, где сварка ведется одной головкой и
сварной стык не замкнут, используется левая или правая головка.
● Применение насыпного кабеля между источником питания и каждой из головок,
имеющего повышенную защиту от механических и термических повреждений, а также
объединяющего в себе кабель управления, сварочный кабель и газовый рукав;
● Более эффективная работа осциллятора горелки за счет использования шагового
двигателя.
● Возможность эксплуатации на наклонных участках трассы при сварке кольцевых
стыков за счет установки различной задержки горелки на кромках.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Диаметр свариваемого изделия, мм |
от 159 |
|
Номинальный сварочный ток при ПВ=100% в смеси газов М21, А |
400 |
|
Вместимость сварочной кассеты, кг |
5 |
|
Диаметр сварочной проволоки, мм |
0,8-1,6 |
|
Скорость подачи сварочной проволоки, м/мин |
2-12 |
|
Сварочная скорость, м/мин |
0,1-1,15 |
|
Амплитуда колебаний сварочной горелки, град |
±15 |
|
Частота колебаний горелки (устанавливается в единицах колебаний на 1 см пути) |
0-10 |
|
Механизированное поперечное и осевое перемещение горелки, мм |
±50 |
|
Время задержки на кромках, с |
0-1,5 |
|
Расстояние от края направляющего пояса до оси стыка, мм |
125 |
|
Габаритные размеры, ДхШхВ, мм |
480 х 360 х 350 |
|
Масса, кг |
18 |
ОБЩИЙ ВИД КОМПЛЕКСА "ВОСХОД"

КОНСТРУКЦИЯ КОМПЛЕКСА “ВОСХОД”
|
● Комплекс имеет модульное исполнение, позволяющее эффективно производить ремонт и обслуживание в рабочих условиях.
|
● Удобный для пользователя пульт ДУ, с которого производится управление перемещением горелки относительно головки и стыка в направлении вниз-вверх и влево-вправо, управлением пуском и остановкой процесса, корректировка режимов сварки -скорости сварки и амплитуды колебаний горелки в пределах, заданных инженером-технологом;
|
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ И АКСЕССУАРЫ
|
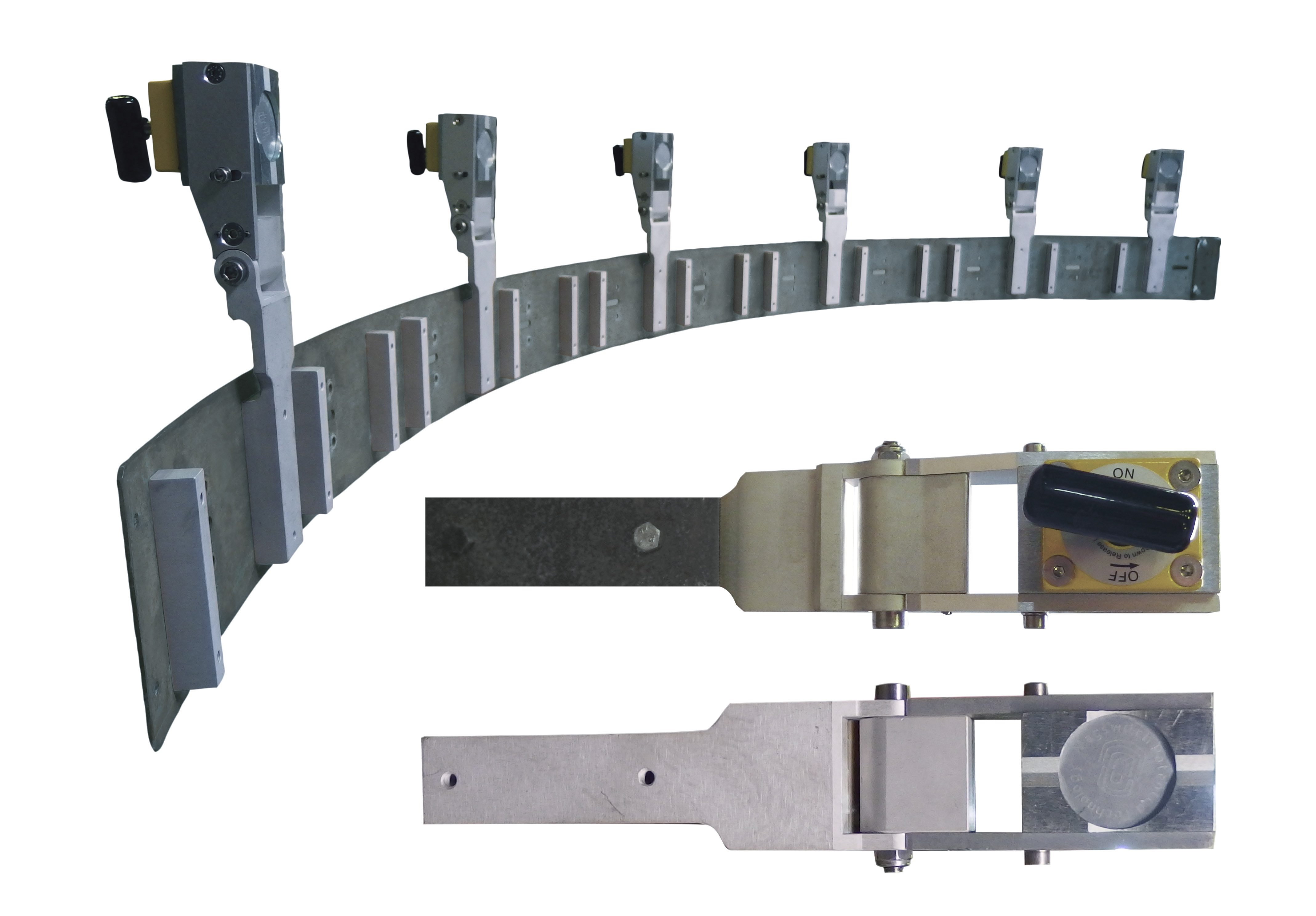
Секционный магнитный пояс для орбитальной сварки неповоротных стыков изделий больших диаметров с помощью комплекса «ВОСХОД». ● Простым поворотом ручки магнитная сила включается или выключается. ● В выключенном состоянии магнит полностью лишен магнитой силы. ● Сила удержания каждого магнита - 180 килограмм.
|
ВИДЕО РАБОТЫ КОМПЛЕКСА «ВОСХОД»
|
Сварка двумя головками комплекса «ВОСХОД» (COMET system) корневого прохода сварочной проволокой сплошного сечения без применения медных подкладок изнутри и сварка заполняющих и облицовочных проходов порошковой рутиловой проволокой без риска не сплавления между слоями. |