

| Инвертор сварочный Строитель МИГ-4000 | Нажмите, чтобы увеличить |






|
ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ ИНВЕРТОРНЫЙ СТРОИТЕЛЬ МИГ-4000 |
|
Выпрямитель для дуговой сварки инверторный СТРОИТЕЛЬ МИГ-4000 предназначен для следующих видов сварки: |
| • ручной дуговой сварки на постоянном токе покрытыми электродами углеродистых, легированных и коррозионностойких сталей диаметром от 2,0 мм до 5 мм (режим РД [MMA]); |
| • ручной дуговой сварки модулированный током покрытыми электродами углеродистых, легированных и коррозионностойких сталей диаметром от 2,0 мм до 5 мм (режим РД-Пульс [MMA-P]); |
| • полуавтоматической (механизированной) сварки и наплавки совместно с подающим механизмом порошковой и сплошной электродной проволокой (в том числе стальной, нержавеющей и алюминиевой поволокой) диаметром от 0,8 до 1,6 мм в среде активных и инертных газов (режим МП [MIG/MAG, GMAW]); |
| В режиме МП в данной версии ПО (п_9_1) выпрямитель обеспечивает работу по 7 специальным синергетическим алгоритмам, выбираемым пользователем в зависимости от поставленных задач. |
| Количество и перечень синергетических алгоритмов, а также комбинации их применения (тип защитного газа, тип и диаметр проволоки, длина сварочных кабелей) можно подобрать под конкретные задачи клиента и получить полностью индивидуальный синергетический источник. |
| • опционально по запросу потребителя возможно реализовать аргонодуговую сварку неплавящимся электродом на постоянном токе (режим РАД [TIG LIFT ARC]); |
| • Выпрямитель имеет универсальные внешние характеристики. |
| • Питание выпрямителя может осуществляться как от промышленной сети переменного тока, так и от автономного источника питания. |
|
|
|
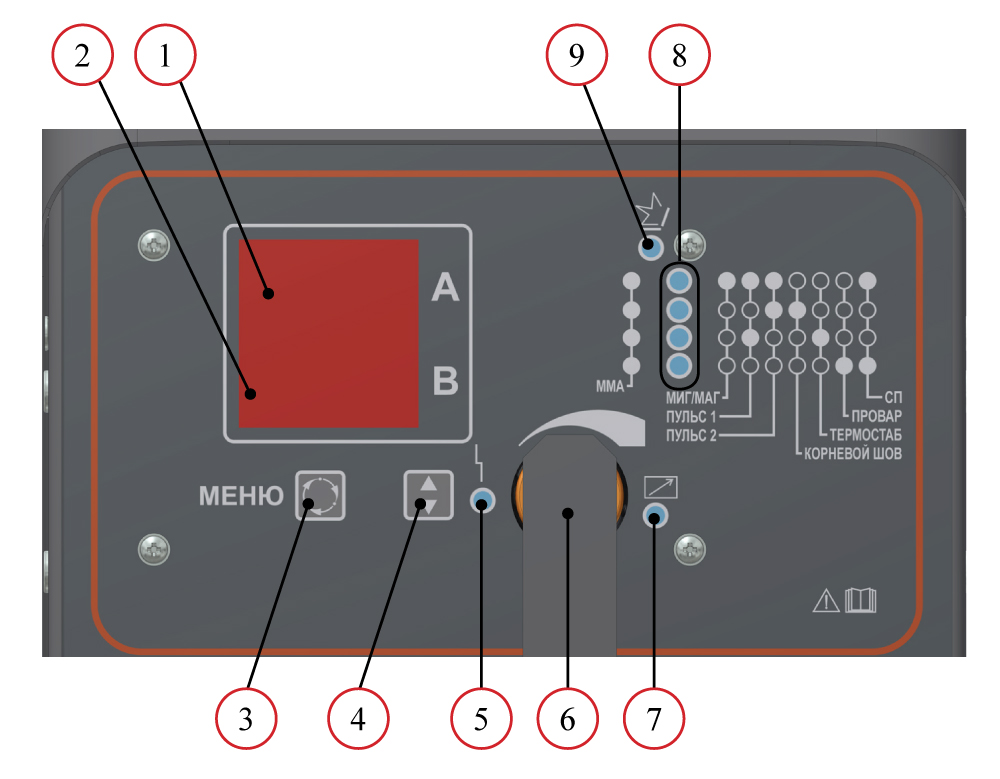
Панель индикации и управления сварочного выпрямителя |
|||
|
|||
|
1. Трёхразрядный семисегментный индикатор красного цвета «ТОК (А) / ПАРАМЕТР».
|
4. Кнопка «ВЫБОР».
|
||
|
Синергетические алгоритмы |
|
| В данной версии ПО (п_9_1) выпрямителя предусмотрены 2 вида сварки: МП [MIG/MAG, GMAW] и РД [MMA]. | |
| Для полуавтоматической сварки в данной версии ПО есть 7 динамических алгоритмов: | |
|
1. МИГ/МАГ ПРОСТОЙ [A.SI.]
Режим для стандартной сварки полуавтоматом. |
|
|
2. ПУЛЬС 1 [A.P.1] (импульсный режим)
• Сварка в нижнем горизонтальном, потолочном пространственном положении. • Струйный режим, сварка снизу вверх угловых и тавровых соединений без разделки кромок с катетом не более 8 мм без поперечной осцилляции электродом. |
3. ПУЛЬС 2 [A.P.2] (импульсы – пульсирующая дуга)
• Сварка снизу вверх угловых и тавровых соединении без разделки кромок с катетом не более 8 мм без поперечной осцилляции на малой подаче электрода пульсирующей дугой. |
|
4. КОРНЕВОЙ ШОВ [A.r.t.]
• Сварка корня в зазор от 1 до 4 мм с притуплением до 2 мм и без притупления с разделкой кромок. • Сварка снизу вверх в СО2. • Сварка труб в открытый зазор от 2,5-5 мм с притуплением от 0 до 2,5 мм. • Сварка сверху вниз угловых соединении с катетом 2-4 мм с гарантированным сплавлением вершины треугольника |
5. ТЕРМОСТАБИЛИЗАЦИЯ [A.t.E.]
• Сварка ненормативного нахлёсточного соединения в любых пространственных положениях для тонкого металла; • Сварка всех видов разнотолщинных соединении в любых пространственных положениях; • Сварка соединении несимметричных по тепловому полю; • Сварка стыкового ненормативного соединения с зазором более 4 мм; • Сварка таврового ненормативного соединения. |
|
6. ПРОВАР [A.P.n.] (с модуляцией и с погружением)
• Применяется в Нижнем пространственное положении. • Допускается потолок и горизонт на вертикальной плоскости для слоев расположенных в глубине разделки. Применяется для сварки следующих основных типов соединений: - Тавровое соединение без разделки кромок с толщиной 6 мм со сквозным проваром (только нижнее пространственное положение) - Тавровое соединение без разделки кромок толщиной 10 мм с гарантированным проваром (только нижнее пространственное положение) - Тавровое соединение с разделкой кромок, притуплением и уменьшенным углом разделки |
7. ПРОВАР СП [A.P.u.] (с модуляцией и с погружением)
• Применяется в Нижнем пространственное положении. • Допускается потолок и горизонт на вертикальной плоскости для слоев расположенных в глубине разделки. Применяется для сварки следующих основных типов соединений: - V (сварка «в лодочку») с малым углом раскрытия с проплавлением вершины треугольника - Вываривание «карманов» - Стыковое соединение с разделкой кромок (типа С 10, С 5, С15, С17 и другие) горизонтальное на вертикальной плоскости (только нижнее пространственное положение) |
| Для сварки [ММА] в данной версии ПО есть 2 динамических алгоритма: | |
| 1. ММА ПРОСТОЙ (Штучный электрод) | 2. ММА ПУЛЬС (Штучный электрод – импульсный режим) |
|
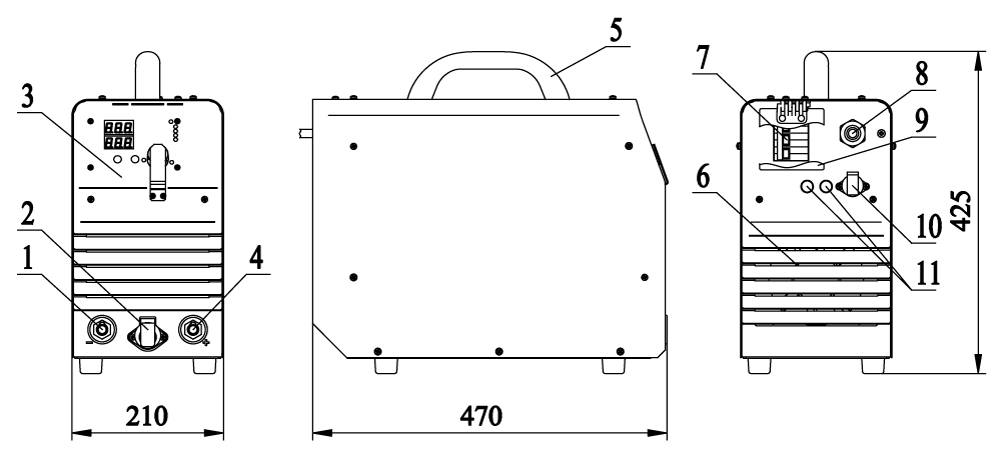
Общий вид и габаритные размеры выпрямителя |
|||
|
|||
|
1. Силовой разъем «-».
|
7. Автоматический выключатель «Сеть».
|
||
|
Технические характеристики |
|
| Наименование параметра | Значение | ||
| Режим РД | Режим МП | ||
| Напряжение питающей сети, В | 380 | ||
| Частота питающей сети, Гц | 3~50 | ||
| Наименьший сварочный ток, А | 40 | 40 | |
| Наибольший сварочный ток, А | 400 | 400 | |
| Пределы регулирования рабочего напряжения, В | 21,6-36 | 16-34 | |
| Диаметр электрода/проволоки, мм | 2,0-6,0 | 0,8-1,6 | |
|
Номинальный сварочный ток при ПВ=100%
и длительности цикла 10 мин., А |
25 °C | 350 | |
| 40 °C | 300 | ||
|
Номинальный сварочный ток при ПВ=60%
и длительности цикла 10 мин., А |
25 °C | 400 | |
| 40 °C | 330 | ||
|
Номинальный сварочный ток при ПВ=40%
и длительности цикла 10 мин., А |
40 °C | 400 | |
| Напряжение холостого хода, В, не более | 105 | ||
| Напряжение холостого хода в "Безопасном режиме", В | 12* | - | |
| Регулирование сварочного тока | дискретное (с шагом 1 А) | ||
| Потребляемая мощность при номинальном токе, кВА, не более | 24 | ||
| Коэффициент полезного действия, %, не менее | 88 | ||
|
Номинальный ток главных цепей автомата защиты
(с характеристикой срабатывания электромагнитного расцепителя «D»), А |
32 | ||
| Габариты, Д х Ш х В, мм | 470 х 210 х 425 | ||
| Масса, кг, не более | 22 | ||
| *Отключение режима снижения напряжения ХХ производится через системные настройки источника. Для осуществления операции – обратиться к изготовителю. | |||
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |||
| Внешний вид изделия, может отличаться от иллюстраций, представленных на сайте. |
| Материалы размещенные на сайте носят информационный характер и не являются публичной офертой. |







