

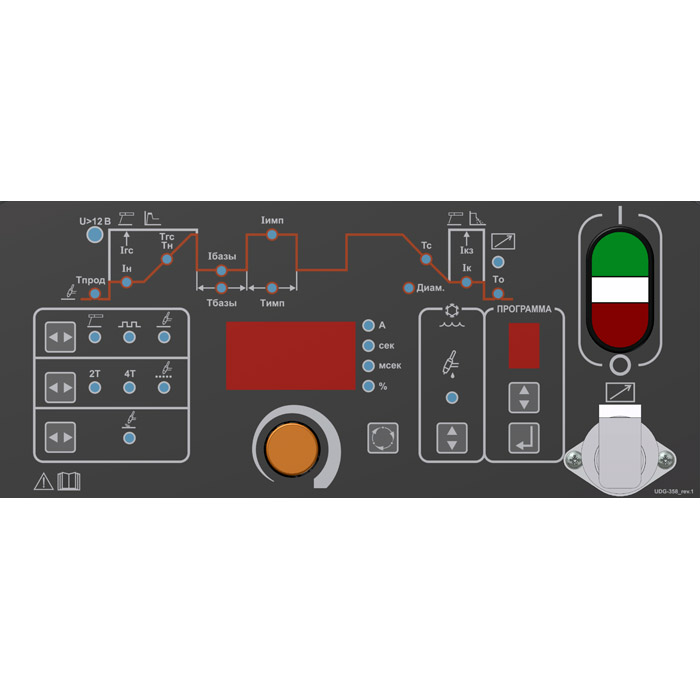
| Блок управления сварочным процессом БУ ТИГ X16 | Нажмите, чтобы увеличить |








|
Блок управления сварочным процессом
|
|
Блок управления сварочным процессом для аргонодуговой сварки неплавящимся электродом БУ ТИГ предназначен для дистанционного управления источниками, предназначенными для аргонодуговой сварки неплавящимся электродом (TIG) на постоянном токе (DC) и обеспечивает бесконтактный поджиг электрической дуги. Блок предназначен для работы со сварочными источниками типа ПИОНЕР-5000 серия 06. Возможность работы с другими источниками согласовывать с заводом-изготовителем. |
|
Блок обеспечивает |
|
| • три варианта сварки TIG: безимпульсный, с фокусированием дуги сварки, с режимом регулирования тепловлажения; | |
| • три режима управления сварочным циклом от кнопки на горелке: простой однотактный, двухтактный, однотактный автоматический (для сварки точкой); | |
| • плавное регулирование величины сварочного тока; | |
| • предварительную установку, измерение и индикацию сварочного тока; | |
| • предварительную установку и измерение расхода газа по каналу защиты сварочной ванны (основной канал); | |
| • аварийную защиту при пропадании газа по основному каналу; | |
| • предварительную установку по каналу поддува; | |
| • продувку газового тракта в начале и в конце сварки; | |
| • запоминание и последующий вывод одного из десяти сварочных режимов TIG; | |
| • бесконтактный поджиг дуги или мягкий поджиг касанием; | |
| • водяной тракт для подачи охлаждающей жидкости к горелке; | |
| • аварийную защиту при недопустимом снижении протока охлаждающей жидкости. | |
|
|
|
Блок обеспечивает возможность регулировки
|
|
| • продувку газового тракта, по окончанию которой включается сварка в источнике; | • регулировку тока дежурной дуги Iдд в начале сварочного цикла |
| • регулирование времени горения дежурной дуги в начале сварочного цикла; | • регулирование времени плавного нарастания тока в начале сварки; |
| • регулировку основного тока дуги сварочного цикла; | • регулирование времени плавного снижения тока в конце сварки; |
| • регулировку тока дежурной дуги Iдд в конце сварочного цикла; | • регулирование времени горения дежурной дуги в конце сварочного цикла; |
| • регулирование времени подачи газа после сварки; | • индикацию режимов сварки; |
| • переключение между бесконтактным и контактным поджигом дуги. | |
| Для вариантов сварки TIG с фокусированием дуги сварки, с режимом регулирования тепловлажения, блок обеспечивает возможность регулировки следующих параметров сварочного цикла: | |
| • регулировку импульсного тока дуги сварочного цикла; | • регулирование частоты; |
| • регулирование коэффициента заполнения сварки (скважность); | |
|
Технические характеристики |
|
| Наименование параметра | Значение |
| Напряжение питания, В | 42,0 +8,0; -12,0 |
| Род тока | переменный |
| Наименьший сварочный ток * , А (MIN) | 10 |
| Наибольший сварочный ток **, А (MAX) | 500 |
| * - минимальный ток будет автоматически увеличен до минимального тока источника, к которому блок подключается. | |
|
** - максимальный ток будет автоматически уменьшен до максимального тока источника, к которому блок подключается.
(для справки у ПИОНЕР-5000 серия 06 ток регулируется от 20 до 500 А) |
|
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
|
Диапазоны регулировки параметров |
|
| Наименование параметра | Диапазон |
| Время предварительной подачи газа, с | от 0,0 до 20,0 (шаг 0,1) |
| Ток дежурной дуги в начале сварочного цикла, А | от MIN до MAX (шаг 1) |
| Время горения дежурной дуги в начале сварочного цикла, с | от 0,0 до 20,0 (шаг 0,1) |
| Время нарастания тока в начале сварки, с | от 0,0 до 20,0 (шаг 0,1) |
| Основной ток дуги, А | от MIN до MAX (шаг 1) |
| Время снижения тока в конце сварки, с | от 0,0 до 20,0 (шаг 0,1) |
| Ток дежурной дуги в конце сварочного цикла, А | от MIN до MAX (шаг 1) |
| Время горения дежурной дуги в конце сварочного цикла, с | от 0,0 до 20,0 (шаг 0,1) |
| Время продувки газа после окончания сварки, с | от 0,0 до 40,0 (шаг 0,1) |
| Для варианта сварки TIG с фокусированием дуги сварки | |
| Наименование параметра | Диапазон |
| Импульсный ток дуги, А | от MIN до MAX (шаг 1) |
| Частота импульсов, Гц | от 50 до 400 (шаг 1) |
| Коэффициент заполнения сварки, % | от 25 до 75 (шаг 5) |
| Для варианта сварки TIG с режимом регулирования тепловлажения | |
| Наименование параметра | Диапазон |
| Импульсный ток дуги, А | от MIN до MAX (шаг 1) |
| Частота импульсов, Гц | от 0,1 до 20,0 (шаг 0,1) |
| Коэффициент заполнения сварки, % | от 10 до 90 (шаг 5) |
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
|
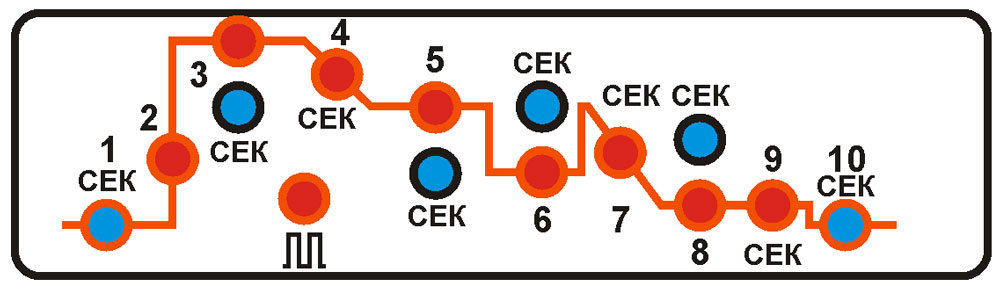
Циклограмма работы TIG |
|
|
|||||
| Индикатор циклограммы | Индикация | Примечание | |||
| Поз. | Символ | Наименование | I | U | |
| 1 | 1 | Время предварительной подачи газа, с | от 0,0 до 20,0 (шаг 0,1) | Гdo | |
| 2 | 2 | Поджиг дуги. Горит пока не появится сварочный ток. | |||
| 3 | 3 | Ток дежурной дуги в начале сварочного цикла, А | от MIN до MAX (шаг 1) | I on | |
| 3с | Время горения дежурной дуги в начале сварочного цикла, с | от 0,0 до 20,0 (шаг 0,1) | t on | ||
| 4 | 4 | Время нарастания тока в начале сварки, с | от 0,0 до 20,0 (шаг 0,1) | t -H | *1 |
| 5 | 5 | Основной ток дуги, А | от MIN до MAX (шаг 1) | I oc | |
| 7 | 7 | Время снижения тока в конце сварки, с | от 0,0 до 20,0 (шаг 0,1) | t -C | *2 |
| 8 | 8 | Ток дежурной дуги в конце сварочного цикла, А | от MIN до MAX (шаг 1) | I oF | |
| 8с | Время горения дежурной дуги в конце сварочного цикла, с | от 0,0 до 20,0 (шаг 0,1) | t oF | ||
| 10 | 10 | Время продувки газа после окончания сварки, с | от 0,0 до 40,0 (шаг 0,1) | ГoF | |
|
|
Импульсный режим | *3 | |||
| 6 | 6 | Импульсный ток дуги, А | от MIN до MAX (шаг 1) | I -P | *4 |
| 5 | 5с | Частоты импульсов, Гц | от 50 до 400 (шаг 1) | F -P | |
| 6 | 6с | Коэффициент заполнения сварки, % | от 25 до 75 (шаг 5) | c -P | |
| 6 | 6 | Импульсный ток дуги, А | от MIN до MAX (шаг 1) | I -P | *5 |
| 5 | 5с | Частоты импульсов, Гц | от 0,1 до 20,0 (шаг 0,1) | F -P | |
| 6 | 6с | Коэффициент заполнения сварки, % | от 10 до 90 (шаг 5) | c -P | |
| Примечания | |||||
| • В случае установки нулевых временных параметров в циклограмме, данные пункты циклограммы не выполняются. | |||||
| • [прим. *1] – нарастание тока происходит от значений "Ток дежурной дуги в начале сварочного цикла " (даже в случае если время "Время дежурной дуги" установлено "0"). | |||||
| • [прим. *2] – снижение тока в конце сварки происходит до значения тока "Ток дежурной дуги в конце сварочного цикла" (даже в случае если время "Ток дежурной дуги в конце сварочного цикла" установлено "0"). | |||||
|
• [прим. *3] – вариант сварки TIG «Безимпульсный» - светодиод не горит;
вариант сварки TIG «С фокусированием дуги сварки» - светодиод быстро мигает; вариант сварки TIG «С режимом регулирования тепловложения» - светодиод мигает медленно (один раз в две секунды). |
|||||
| • [прим. *4] – для варианта сварки TIG «С фокусированием дуги сварки» | |||||
| • [прим. *5] – для варианта сварки TIG «С режимом регулирования тепловлажения» | |||||
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |||||
























| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
| Внешний вид изделия, может отличаться от иллюстраций, представленных на сайте. | |
| Материалы размещенные на сайте носят информационный характер и не являются публичной офертой. |



