| Установка для дуговой сварки УДГ-358 | Нажмите, чтобы увеличить |




|
УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ УДГ-358 |
|
Установка для дуговой сварки УДГ-358 предназначена для электродуговой сварки изделий из углеродистых и легированных сталей плавящимся электродом с покрытием (режим РД [ММА]), для аргонодуговой сварки неплавящимся электродом (режим РАД [TIG]) на постоянном токе (DC). |
|
Установка обеспечивает |
| • возможность сварки в режимах ММА, TIG DC и TIG точка; |
| • сварку в режимах ММА пульс и TIG DC пульс; |
| • цифровую индикацию установленных параметров; |
| • регулировку всех параметров сварки с помощью энкодера; |
| • возможность записи 10 сварочных программ для каждого режима сварки; |
| • работу в режимах "короткие швы" (2Т), "длинные швы"(2Т); |
| • контактное и бесконтактное зажигание дуги в режиме TIG (TIG HF / TIG LIFT); |
| • регулировку сварочного тока с пульта дистанционного управления. |
|
|
|
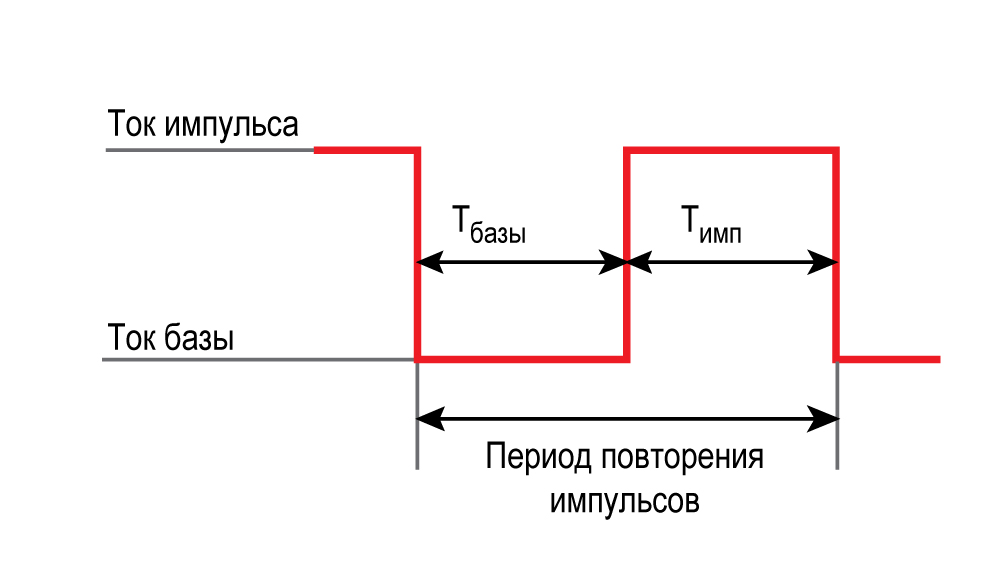
Работа в режиме TIG DС пульс |
|
 |
|
|
Для ручной сварки обычно применяют пульсацию с частотой от 0,5 до 5 импульсов в секунду. Такой режим обеспечивает циклический эффект нагрева (во время импульса) и охлаждения сварочной ванны (во время протекания тока базы) и уменьшает деформацию основного металла путем снижения среднего тока сварки (общего тепловложения).
Чередование нагрева и охлаждения также даёт отличную чешуйчатость при формировании металла на поверхности сварного шва. Соотношение между частотой пульсации и скоростью прохода определяет расстояние между «чешуйками». Низкая частота подачи импульсов должна быть скоординирована с подачей присадочного материала. В этом случае улучшается формирование сварочной ванны. |
При увеличении частоты свыше 50 импульсов в секунду, режим TIG DC пульс становится скорее слышимым, чем видимым. Импульсный режим вызывает повышенное перемешивание расплавленного металла в сварочной ванне для формирования лучшей микроструктуры сварочного шва.
Подача импульсов сварочного тока при высо-ких частотах сжимает и фокусирует дугу. Это приводит к большей устойчивости дуги, уве-личению глубины проплавления и скорости сварки (диапазон 100 – 300 Гц). Эффект заострения дуги при высокой частоте импульсов проявляется еще больше. Возможность подавать импульсы с частотой до 500 импульсов в секунду повышает устойчивость горения дуги. Этот режим хорошо подходит для автоматической сварки, где требуются максимальные скорости прохода. |
|
Технические характеристики |
|
| Наименование параметра | Значение |
| Напряжение трехфазной питающей сети, В | 380 |
| Частота питающей сети, Гц | 50 … 60 |
| Потребляемая мощность, при номинальном токе, кВА, не более | 16 |
| Напряжение холостого хода, В, не более | 80 |
| Номинальный сварочный ток в режиме TIG и ММА, А | 350 |
| Номинальное рабочее напряжение в режиме TIG, В | 24 |
| Номинальный режим работы в TIG (ПН) при цикле 10 мин., % | 60 |
| Наименьший сварочный ток в режиме TIG и ММА, А | 5 |
| Пределы регулирования рабочего напряжения в режиме TIG, В | 10,2 … 24 |
| Диаметр вольфрамового электрода в режиме TIG, мм | 1 … 4 |
| Диапазон регулировки времени предварительной продувки в режиме TIG, с | 0,1 … 10 |
| Диапазон регулировки начального тока сварки в режиме TIG, А | 5 … 350 |
| Диапазон регулировки времени нарастания тока в начале сварки в режиме TIG, сек. | 0,1 … 10 |
| Диапазон регулировки сварочного тока (тока базы) в режиме TIG, А | 5 … 350 |
| Диапазон регулировки тока импульса в режиме TIG, А | 5 … 350 |
| Диапазон регулировки времени спада тока в конце сварки в режиме TIG, сек | 0,1 … 10 |
| Диапазон регулировки конечного тока сварки в режиме TIG, А | 5 … 350 |
| Диапазон регулировки времени продувки в конце сварки в режиме TIG, сек | 1 … 60 |
| Диапазон регулировки тока базы и тока импульса в режима TIG пульс, сек | 0,001 … 10 |
| Номинальное рабочее напряжение в режиме ММА, В | 34 |
| Номинальный режим работы в ММА (ПН) при цикле 10 мин., % | 350 |
| Пределы регулирования рабочего напряжения в режиме ММА, В | 20,2 … 34 |
| Диаметр электрода в режиме ММА, мм | 2 … 6 |
| Диапазон регулировки тока горячего старта в режиме ММА, % | 0 … 100 |
| Диапазон регулировки времени горячего старта в режиме ММА, с | 0 … 1 |
| Диапазон регулировки тока короткого замыкания в режиме ММА, % | 0 … 100 |
| Диапазон регулировки тока базы и тока импульса в режима ММА пульс, с | 0,01 … 10 |
|
Номинальный ток главных цепей автомата защиты (с характеристикой срабатывания электромагнитного расцепителя "С"), А |
32 |
| Габариты, ДхШхВ, мм |
С дугами:
730 х 380 х 565 Без дуг: 600 х 355 х 320 |
| Масса, кг, не более | 42* |
| *Масса указана в максимальной комплектации. | |
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
|
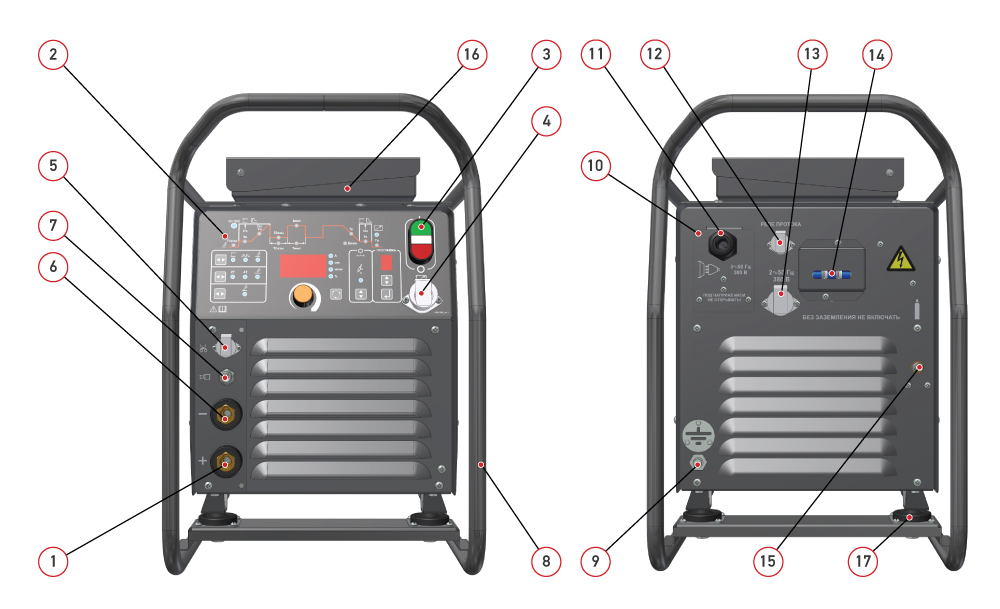
Общий вид установки |
|||
|
|||
|
1. Силовой разъем "+";
|
9. Устройство заземления;
|
||
|
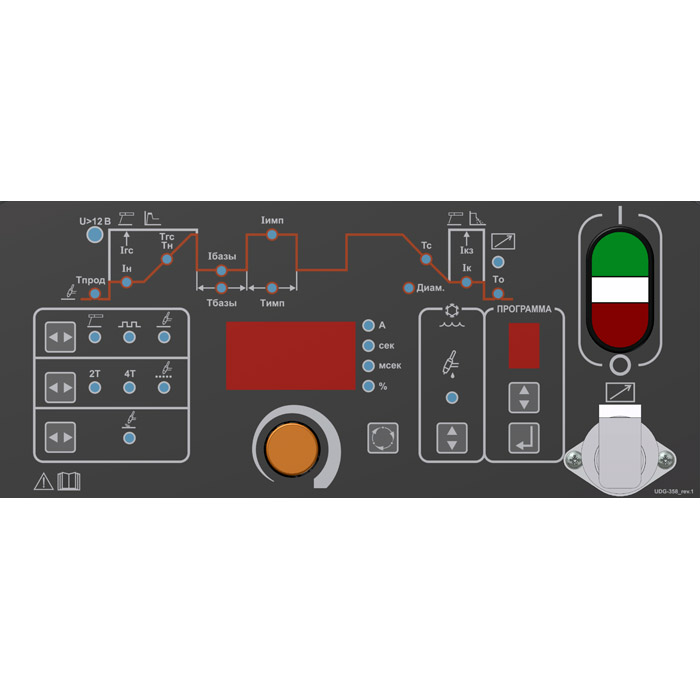
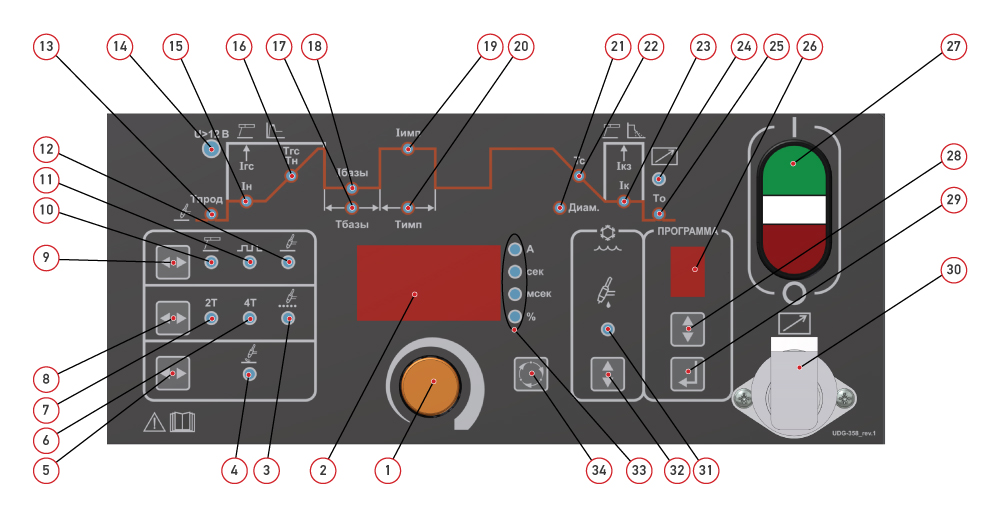
Общий вид панели управления |
|||
|
|||
|
1. Регулятор установки параметров сварки;
|
22. Индикатор установки времени плавного изменения тока в конце сварки;
|
||
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
| Внешний вид изделия, может отличаться от иллюстраций, представленных на сайте. | |
| Материалы размещенные на сайте носят информационный характер и не являются публичной офертой. |