
| Сварочная головка ГДФ-1011 | Нажмите, чтобы увеличить |

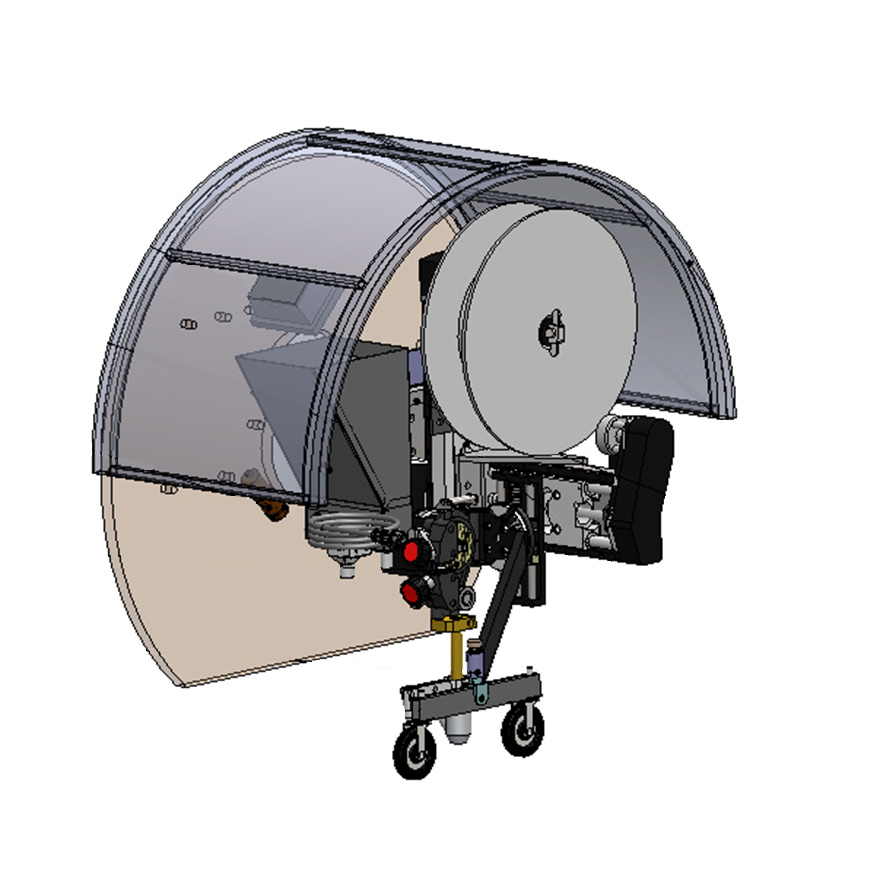
Головка ГДФ-1011 предназначена для автоматической дуговой сварки под слоем флюса внутренних поворотных стыков труб диаметром 1220…1420 мм из малоуглеродистых и низколегированных сталей. Сварка осуществляется на постоянном токе под флюсом стальной электродной проволокой.
Головка для дуговой сварки входит в состав оборудования полевой автосварочной установки БТС или аналогичных установок.
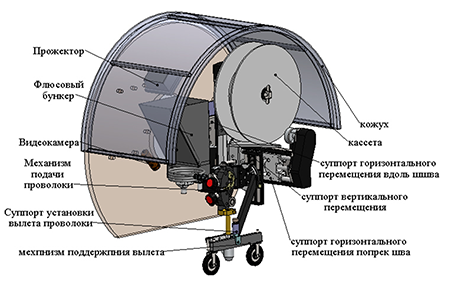
Общий вид головки ГДФ-1011
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Наименование параметра |
Норма |
Напряжение трёхфазной питающей сети частотой 50 Гц, В |
380+5%-10% |
Напряжение питания подвесной головки |
42 |
Номинальный сварочный ток, А, при ПВ = 100 % |
1250 |
Пределы регулирования сварочного тока, А |
250 -1250 |
Потребляемая мощность источника питания, кВА, не более |
107 |
Потребляемая мощность подвесной головки, Вт, не более |
400 |
Диаметры электродной проволоки, мм |
3…4 |
Скорость подачи электродной проволоки, м/ч |
60…360 |
Угол наклона электродной проволоки («Вперёд» – «Назад»), град |
0…30 |
Вылет электродной проволоки, мм |
30…50 |
Высота подъёма подвесной головки над трубой, мм |
0…100 |
Способ слежения за стыком при сварке |
Ручной |
Ход механизма скольжения (отслеживание биения трубы), мм |
±30 |
Пределы ручной поперечной коррекции, мм |
±60 |
Ёмкость бака для флюса, дм3 |
10 |
Масса, кг, не более: |
95 |






