| Подающий механизм ПДГО-516 | Нажмите, чтобы увеличить |








|
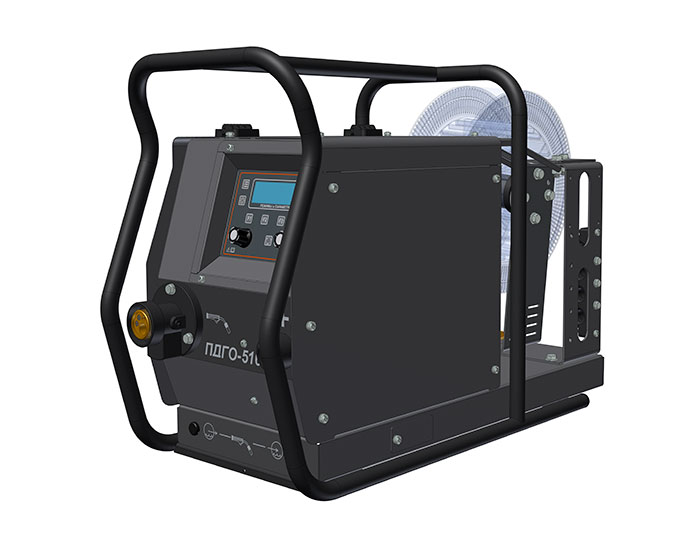
ПОДАЮЩИЙ МЕХАНИЗМ ДЛЯ ДУГОВОЙ СВАРКИ ПДГО-516 |
|
Подающий механизм для дуговой сварки ПДГ-516 в составе комплекта Х16 (совместно с выпрямителями Пионер-5016, -5016Е и Пионер-6016Е) либо с панелями управления PF03 и PF04 (для совместной работы с выпрямителем для дуговой сварки СТРОИТЕЛЬ МИГ-4000 OLED) предназначен: • для полуавтоматической сварки плавящимся электродом в среде защитных газов [MIG/MAG]; • для сварки углеродистых, легированных и коррозионностойких сталей на постоянном токе [MMA] металлическими электродами с покрытием; • для сварки неплавящимся электродом на постоянном токе в среде аргона [TIG LiftArc] всех металлов, за исключением алюминия и его сплавов; • для воздушно-дуговой строжки неплавящимся угольным (графитовым) электродом [CAC-A]. |
|
ОСНОВНЫЕ ОСОБЕННОСТИ |
|
• Подающий механизм выпускается в следующих исполнениях функционала:
- исполнение PF00 "Базовый" рабочий функционал; - исполнение PF01 "Профессиональный" рабочий функционал; - исполнение PF02 "Экспертный" рабочий функционал; - исполнение с панелью управления PF03 (для Строитель МИГ-4000 OLED). - исполнение с панелью управления PF04 (для Строитель МИГ-4000 OLED). |
| • Подающий механизм имеет независимое, плавное регулирование скорости подачи электродной проволоки. Управление осуществляется с помощью органов управления, расположенных на подающем механизме, и кнопки на горелке. |
|
• Установка параметров производится регуляторами с тактильным переключением.
Установка происходит двумя способами: - обычный (каждый щелчок изменяет значение параметра на одну единицу); - ускоренный (при быстром вращении регулятора, каждый щелчок изменяет параметр на пять единиц). |
| • В подающем механизме применен двигатель подачи проволоки с оптическим таходатчиком. Это позволяет подающему механизму с высокой точностью выдерживать заданную скорость подачи во всем температурном диапазоне. Отсутствует эффект "холодного старта двигателя". |
| • Дополнительное правильное устройство для сварочной проволоки. | • Подающий механизм имеет широкий выбор опций. (Подробнее см. ниже) |
|
Сварочные режимы |
|
|
MIG/MAG |
MMA |
|
При выборе вида сварки МИГ/МАГ, подающий механизм обеспечивает:
- предварительную заправку электродной проволоки (режим "Заправка проволоки"); - предварительную подачу газа через горелку (режим "Продувка газа"); - предварительную установку параметров сварочного цикла (до 10 ПРОГРАММ); - дистанционное включение/выключение сварочного выпрямителя (без перехода в дежурный режим); - дистанционную регулировку сварочного напряжения выпрямителя; - регулируемую подачу сварочной проволоки; - подачу газа через горелку; - автоматическую компенсацию падения напряжения в протяженном сварочном кабеле; - регулировку сварочной динамики (индуктивности); - при работе с горелкой, имеющей водяное охлаждение, введен контроль наличия протока охлаждающей жидкости; - управление с кнопки горелки параметрами до сварки и (или) во время сварки: а) напряжением или скоростью подачи проволоки; б) переключением ПРОГРАММ тремя способами – по кругу последовательно, между 1-3 ПРОГРАММАМИ, между 1-3 или 4-6 или 7-9 ПРОГРАММАМИ; в) отдельное включение (отключение) данного управления. - возможность ограничения сварочных режимов в заданных пределах в целях предотвращения нарушений сварщиками отклонений фактических режимов сварки при производстве работ от режимов, предусмотренных технологическими картами предприятия (режим "ИНЖЕНЕРНОЕ МЕНЮ"). |
При выборе вида сварки ММА, подающий механизм обеспечивает:
- дистанционную регулировку сварочного тока выпрямителя; - регулировку тока и времени форсажного режима в начале сварки; - регулировку тока короткого замыкания выпрямителя; - работу в режиме блока снижения напряжения (БСН); - работу в режиме антиприлипания электрода. |
|
TIG |
|
|
При выборе вида сварки TIG, подающий механизм обеспечивает:
- предварительную установку параметров сварочного цикла TIG; - дистанционную регулировку сварочного тока выпрямителя; - подачу газа через горелку; - работу в режиме блока снижения напряжения (БСН). Зажигание дуги при TIG-сварке происходит, после начала сварочного цикла, отрывом вольфрамового электрода от изделия (контактный способ поджига дуги). |
|
|
Описание панелей управления подающим механизмом |
|||
|
Подающий механизм выпускается в следующих вариантах рабочего функционала:
Базовый (PF00), Профессиональный (PF01), Экспертный (PF02), с панелями управления PF03 и PF04 (исполнение для Строитель МИГ-4000 OLED). Каждому функционалу соответствует своя панель управления. Все панели могут использоваться для регулировок сварочного процесса в ММА, TIG и MIG/MAG. Наличие вида сварки TIG является дополнительной опцией и зависит от исполнения подающего механизма. Отключение (или подключение) данного режима возможно по согласованию с производителем. Изначально вид сварки ТИГ в ПДГО-516 выключен. |
|||
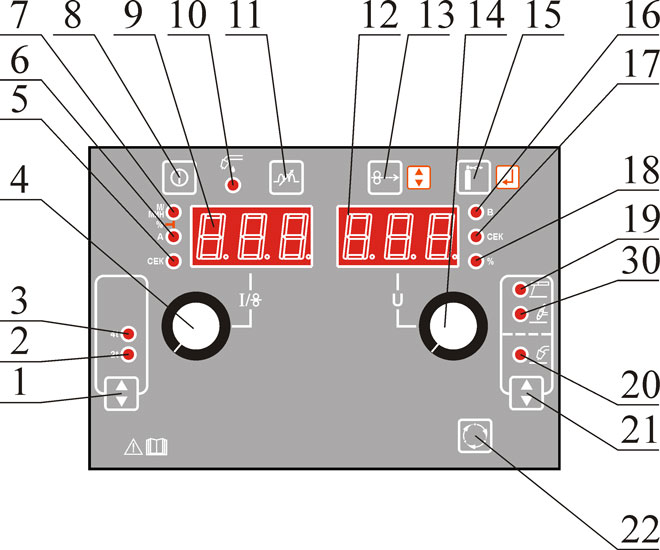
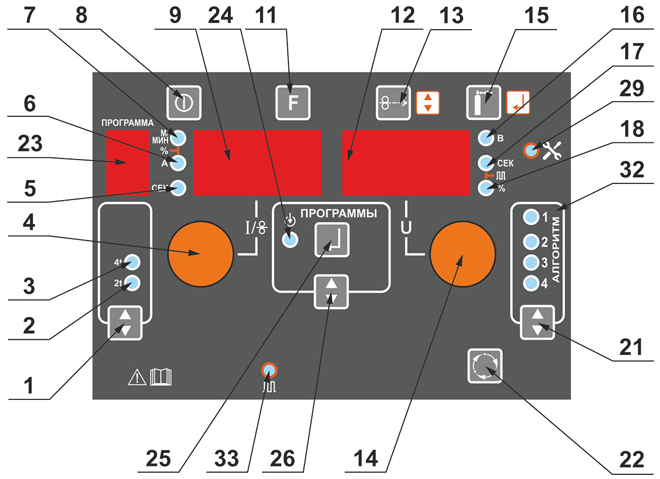
| У всех трех функционалов принцип работы и параметры регулировок в ММА и TIG одинаковы. Отличия – в Базовом и Профессиональном функционалах наименование регулированных параметров индицируется в символьном виде на индикатор "I", а в Экспертном функционале индикаторами Циклограммы сварочного цикла. |
| + "Базовая" панель управления подающим механизмом |
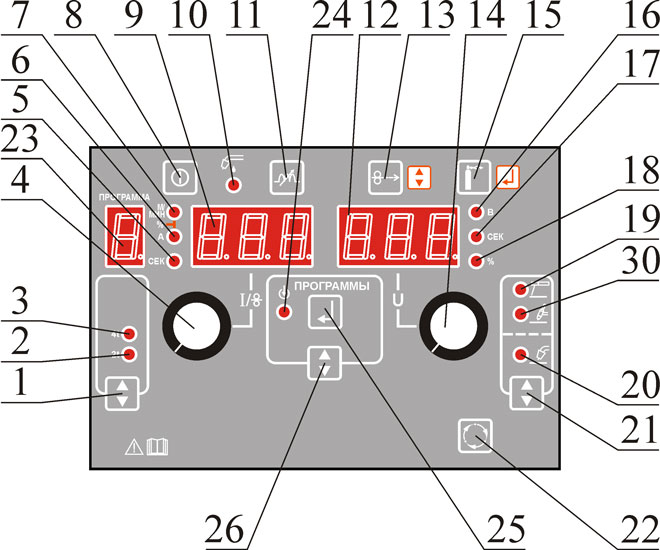
| + "Профессиональная" панель управления подающим механизмом |
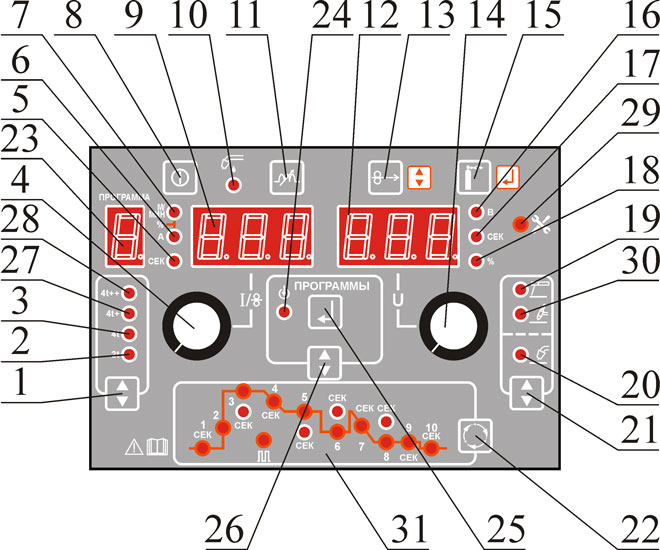
| + "Экспертная" панель управления подающим механизмом |
|
+
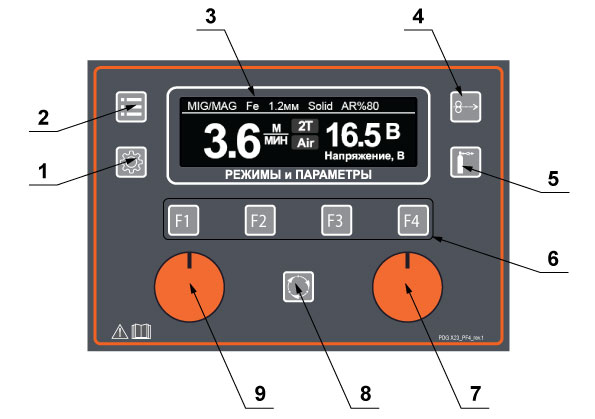
Панель управления PF03
(для Строитель МИГ-4000 OLED) |
|
+
Панель управления PF04
(для Строитель МИГ-4000 OLED) |
|
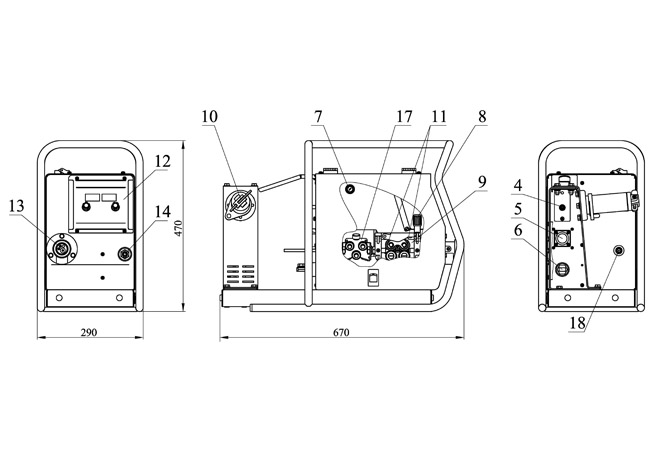
Общий вид, габаритные размеры и масса подающего механизма |
|||
|
|||
|
4. Штуцер газового клапана;
|
12. Панель управления;
|
||
| + Технические характеристики |
| + ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ ПОДАЮЩЕГО МЕХАНИЗМА |
|
ПДГО-516 с панелью PF03 |





|
ПДГО-516 с панелью PF04 |