

| XMT 350 - Многофункциональный источник сварочного тока | Нажмите, чтобы увеличить |




ПРИМЕНЕНИЕ В ПРОМЫШЛЕННОСТИ
● Строительство
● Кораблестроение
● Железнодорожная отрасль
● Производство грузовых автомобилей/автоприцепов
● Серийное производство
● Ремонтные мастерские
● Прокат оборудования
ПРОЦЕССЫ:
● MIG (GMAW)/Пульс MIG (GMAW-P)*
● Сварка электродом (ММА)
● Аргоно-дуговая сварка TIG (GTAW)
● Сварка порошковой проволокой (FCAW)
● Воздушно-дуговая резка и строжка (САС-А)
*ХМТ-350 МРа; ХМТ 350 CC/CV с опционным
устройством “Optima”; не предусмотрен для
модели ХМТ 350 VS.
|
ОСНОВНЫЕ ОСОБЕННОСТИ |
||
|
|
||
|
Технология управления режимом питания Auto-Line™ позволяетподключаться к любому входному напряжению в пределах 208 – 575 В автоматически, что обеспечивает удобство эксплуатации в любых рабочих условиях. Идеальное решение - в условиях “грязного” или нестабильного сетевого напряжения. Технология аэродинамической трубы Wind Tunnel Technology предотвращает загрязнение электрических узлов и электронных плат.
Система охлаждения Fan-On-Demand™ Функция Lift-Arc™ позволяет начать аргоно-дуговую сварку TIG без применения осциллятора. При данном способе возбуждения дуги сварочный шов не загрязняется вольфрамом. Функция адаптивного «горячего старта» Adaptive Hot Start™ при необходимости увеличивает силу сварочного тока в начале сварки, предотвращая риск залипания электрода. |
Инверторная технология управления дугой обеспечивает улучшенный контроль над сварочной ванной, позволяя добиться оптимального качества при сварке MIG и качественных результатов при использовании целлюлозных электродов. Компенсация сетевого напряжения поддерживает постоянный уровень сварочного тока даже при колебаниях напряжения питающей сети в пределах+/-10%. Максимальные пределы компенсации сетевого напряжения +37% и-59% достигаются при напряжении питающей сети 460 В. Переключатель режимов сварки помогает уменьшить число комбинаций параметров управления с сохранением всех функциональных возможностей. Дисплей цифровой индикации сварочного тока и напряжения хорошо читается и обеспечивает простую предустановку сварочных параметров. Корпус из лёгкого алюминия аэрокосмического класса обеспечивает защиту, не утяжеляя агрегат. |
|
|
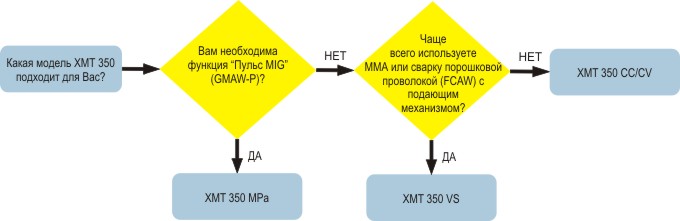
КАКАЯ МОДЕЛЬ XMT ПОДХОДИТ ДЛЯ ВАС ? |
||
|
| ||
|
Сила тока* |
Подключение к сети |
Промышленные инверторы |
Дистанц. управление |
Виды сварочных процессов |
Функция "Пульс MIG" |
Соединительные разьемы |
Резервная мощность |
|
300 А |
Auto-Link® |
ХМТ 304 CC/CV, 230/460 В |
Да |
ММА, DC TIG, MIG, САС-А |
Требуется устройство Optima™ для управления "Пульс MIG" |
Только Dinse |
Опция |
|
350 А |
Auto-Line™ |
ХМТ 350 МРа, 208-575 В |
Да |
Встроенная |
Dinse или Tweco |
Опция |
|
|
ХМТ 350 CC/CV, 208-575 В |
Да |
Требуется устройство Optima™ для управления "Пульс MIG" | Dinse или Tweco | Опция | |||
|
ХМТ 350 VS, 208-575 В |
Нет |
Нет | Только Tweco | Нет | |||
|
565 А |
Ручное |
ХМТ 456, 230/460 В |
Да |
Требуется устройство Optima™ для управления "Пульс MIG" |
Только болтовое соединение |
Стандарт |
*60% Рабочий цикл
|
СПЕЦИФИКАЦИЯ XMT 350 ( может меняться без предупреждения.) |
|




|
Напряжение питания |
Номинальные сварочные параметры, ПВ 60% |
Диапазон сварочного напряжения в режиме CV |
Диапазон сварочного тока в режиме СС |
Макс. напряжение холостогохода |
Значение тока при номинальной выходной нагрузке, 60 Гц |
Размеры |
Масса |
||||||
|
208 В |
230 В |
400 В |
460 В |
575 В |
кВА |
кВт |
|||||||
|
Трехфазное |
350 А при 34 В |
10-38 В |
5-425 А |
75 В |
40,4 |
36,1 |
20,6 |
17,8 |
14,1 |
14,2 |
13,6 |
В:432 мм Ш:318мм Д:610мм |
36,3 кг |
|
Однофазное |
300 А при 32 В |
10-38 В |
5-425 А |
75 В |
60,8 |
54,6 |
29,7 |
24,5 |
19,9 |
11,7 |
11,2 |
||
|
ПАНЕЛИ УПРАВЛЕНИЯ XMT 350 (MPa, VS, CC/CV) |
||
|
|
||
|
ПРЕИМУЩЕСТВА |
||
|
|
||
|
Высокий КПД.
При 400 А- КПД достигает 87,24%! |
Коэффициент мощности (Cos φ=0.95) позволяет использовать предохранители/выключатели и первичную проводку меньшей мощности. Величина потребляемого тока при номинальной мощности на 25% меньше, чем у моделей конкурентов. |
Сверхпрочная поликарбонатная крышка панели управления защищает органы управления от повреждений.
|
|
РЕКОМЕНДУЕМЫЕ ПОДАЮЩИЕ МЕХАНИЗМЫ |
||
|
|
|
|
|
SuitCase® X-TREME™ 8VS Case® X-TREME™ 12VS Лёгкий, портативный полуавтомат предназначен для работы с различными типами проволоки до 2,0 мм. Подходит для катушек диаметром до 203 мм (8VS) или 305 мм (12VS).Работает от напряжения разомкнутой цепи, что устраняет необходимость использования кабеля управления/питания. |
SuitCase® 8RC 2,0 мм. Подходит для катушек диаметром до 203 мм (8RC) или 305 мм (12RC). Работает с 14-контактным разъёмом управления. |
Подающие механизмы 70-й серии S-74S, S-74D, S-74DX, S-74MPa Механизм оснащён узлом форсированной поступательной подачи Posifeed™ и предназначен для работы с различными типами проволоки до 3,2 мм. Поставляется в комплекте с БЕСПЛАТНОЙ горелкой Bernard® Q™. |



|
ДОПОЛНИТЕЛЬНО |
|||
|
|
Optima™ Многоцелевой микропроцессорный блок импульсного управления, как для Пульс MIG-сварки так и для синергетической MIG-сварки. Это устройство управления можно использовать с XMT304/350 СС/CV и с любым подающим Miller, в том числе с автоматическими подающими и с механизированными горелками (spool). Поставляется с кабелем 7,6 м с 14-контактным разъемом. (Не предусмотрен для использования с моделями XMT 350 MPa или VS). |
|
RHC-14 пульт ручного ДУ Миниатюрный ручной пульт дистанционного управления Размеры: 102 x 102 x 82 мм. Поставляется в комплекте с кабелем 6 м с 14-контактным разъемом. |
|
|
HF-251D-1 высокочастотный модуль возбуждения и стабилизации дуги. Модуль 250 А, с ПВ 60% дополняет сварочную цепь током высокой частоты для возбуждения дуги в начале аргоно-дуговой сварки на постоянном токе. Работает от 115 В, 50/60 Гц. |
||
|
|
Передвижная стойка для газовых баллонов (Для двух- катушечных полуавтоматов) Небольшая по размеру, маневренная, со стойкой для газовых баллонов с низким поддоном, для облегчения их установки. |
|
Тележка MIGRunner™
|





|
|








