| --- | --- |
| --- | --- |
| --- | --- |
| --- | --- |
| --- | --- |
|
Сварочная головка АДФ – 1000 «TWIN» |
|
Предназначены для подачи сварочной проволоки и флюса в зону сварки. Сварочная головка состоит из следующих узлов: • мотор редуктора подачи проволоки; • правильно подающего устройства; • токоподводящего узла; • сопла подачи флюса; • лазерного указателя шва, с указателем. |
|
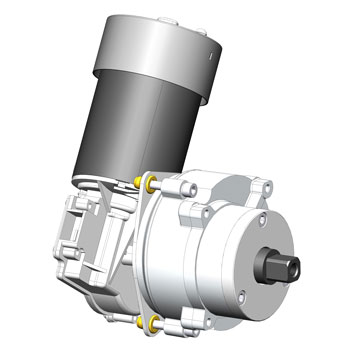
Мотор редуктор подачи проволоки |
|
|
|
При конфигурировании сварочной головки необходимо сделать правильный выбор. Первое на что надо обратить внимание - это диаметр сварочной проволоки. Надо помнить, что величина сварочного тока прямо пропорциональна скорости подачи проволоки. От диаметра сварочной проволоки зависит необходимая для работы скорость подачи. Для стабильной работы привод необходимо выбирать таким образом, чтобы мотор работал в середине диапазона. Мотор - редуктор для всех механизмов подачи применяется один 42 В постоянного тока, максимальная скорость вращения выходного вала 250 об/мин. Диапазон скоростей вращения регулируется с кратностью 10. Для снижения нагрузки на мотор редуктор и расширения диапазона скоростей подачи проволоки устанавливаются разгрузочные редуктора: • i2 для подачи проволоки диаметрами 1,2…2,0 мм, так же применяется для сварки расщепленной дугой проволоками 1,2…2,0 мм, скорость подачи 120 – 1200 м/ч; • i4 для подачи проволоки диаметрами 1,6…4,0мм, скорость подачи проволоки 60 – 600 м/ч, так же применяется для сварки расщепленной дугой проволоками 2,0…3,0 мм; • i8 для подачи проволоки диаметрами 3,0…5,0 мм, так же применяется для подачи ленты, скорость подачи 30 – 300 м/ч. В стандартный комплект поставки установлен редуктор i8. |
|
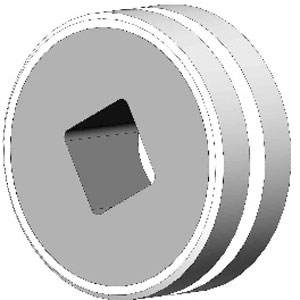
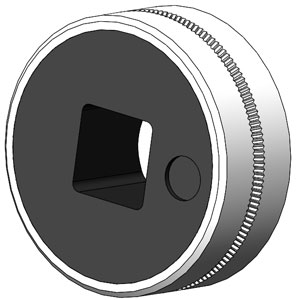
На выходной вал разгрузочного редуктора устанавливается ролик подачи проволоки. Ролики подачи проволоки выпускаются под определенный диаметр проволоки: • с одной канавкой, для одной проволоки от 1,2 до 5,0 мм; • с двумя канавками для одновременной подачи двух проволок от 2 х 1,2 до 2 х 3,0 мм; • с одной канавкой и насечкой для подачи порошковой проволоки от 1,2 до 3,2 мм. |
|
|
|
|

|
Правильно подающее устройство |
|
|
|
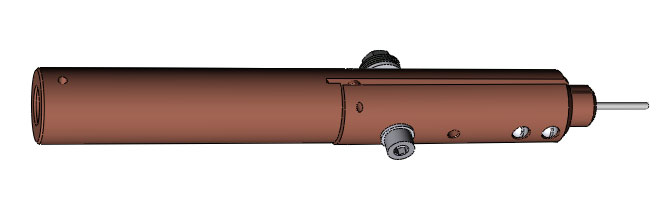
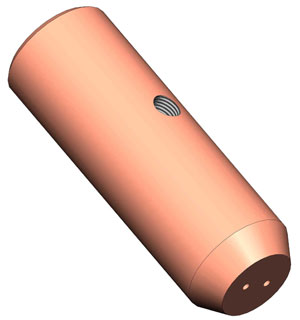
Токоподводящие узлы |
|
|
Для длительной работы на токах свыше 800 Ампер или при высоких температурах подогрева изделия установлен токоподвод диаметром 35 мм. |
|
|
|
|
|
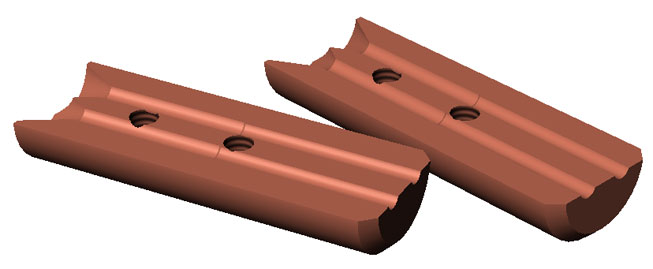
Для работы с двумя проволоками диаметром от 2,0 до 3,0 мм применяются вкладыши с пазами под две проволоки. |
|
|
|
|
|
Для работы расщепленной дугой (TWIN) могут применяться комплекты min две проволоки диаметром от 1,2 до 2,0 мм. |
|
|
|
|
|
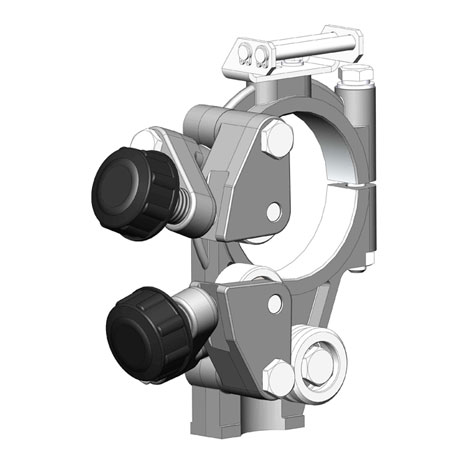
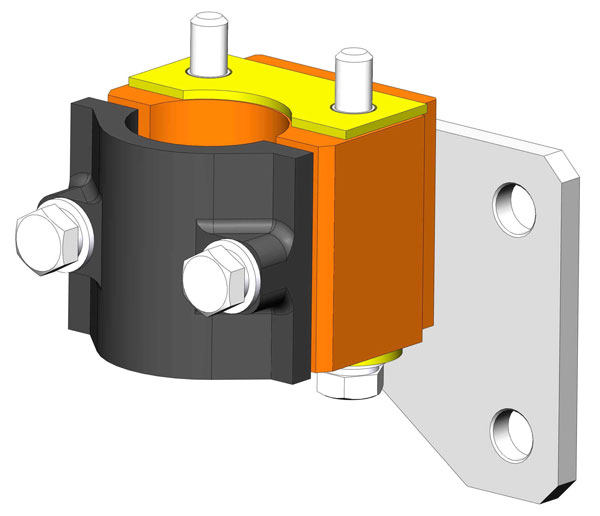
кронштейн крепления токоподвода |
|
|
Для крепления токоподвода к механизму подачи проволоки служит кронштейн крепления токоподвода. В состав кронштейна входит узел крепления силового кабеля. На картинке показан кронштейн для токоподводов диаметром 35 мм. |
|
|
|
|
|
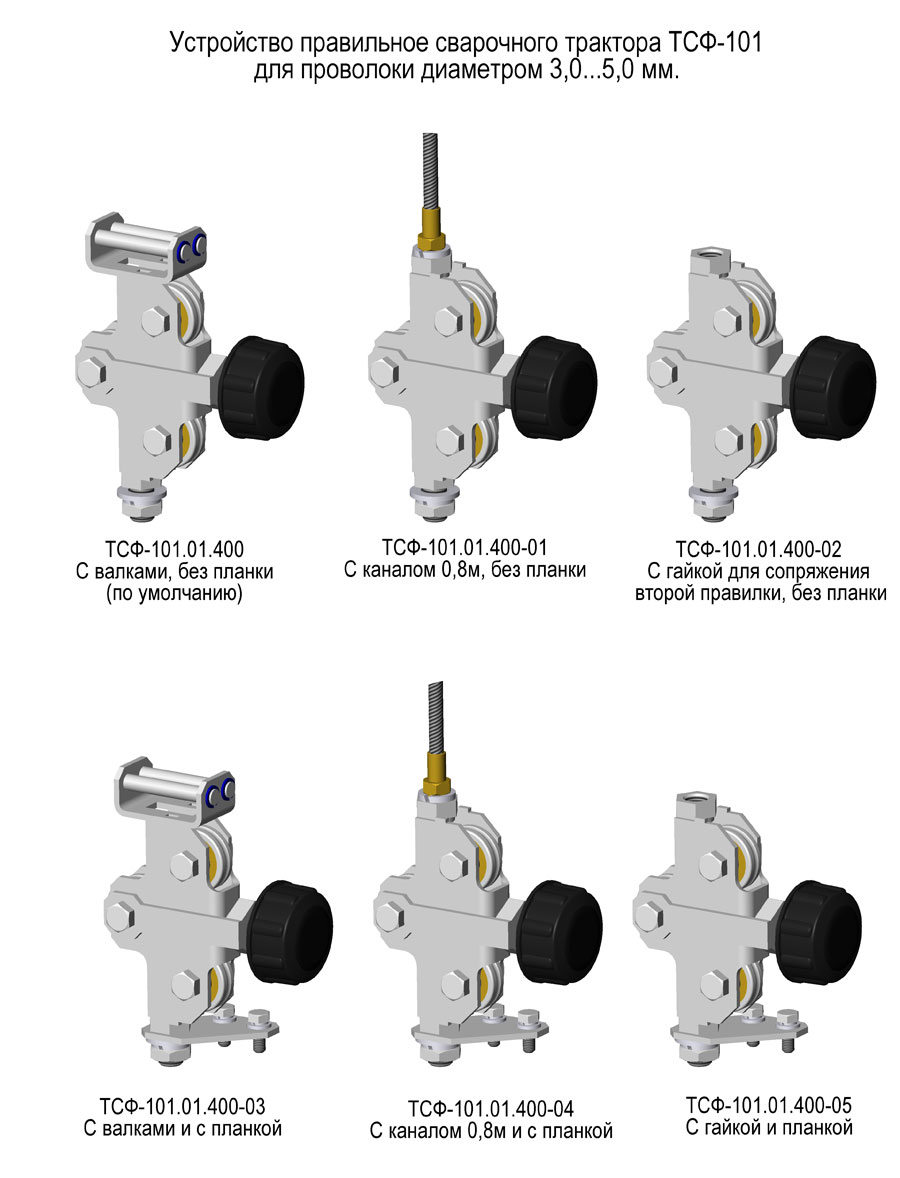
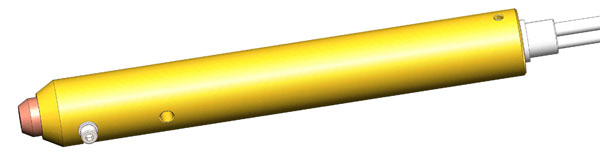
устройства для предварительной правки сварочной проволоки |
|
|
Дополнительно сварочная головка может комплектоваться устройствами для предварительной правки сварочной проволоки. |
|
|
|
|