

| Унифицированные сварочные кабели | Нажмите, чтобы увеличить |

Провод силовой "прямой"

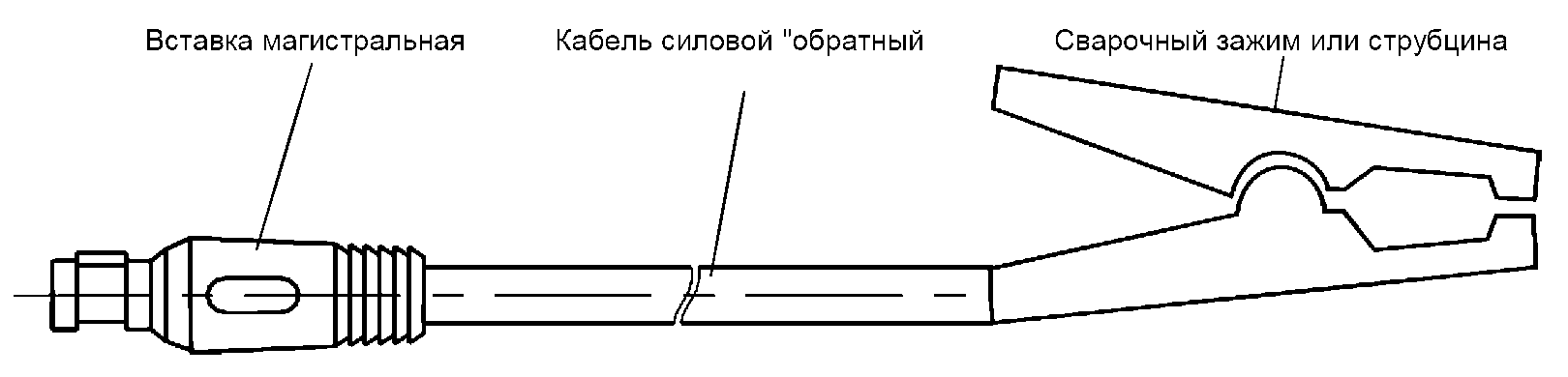
Провод силовой "обратный"
Сечение сварочных кабелей определяется исходя из их допустимой температуры нагрева. При использовании сварочных кабелей общей длиной свыше 35 м (для продолжительности нагрузки 100% при цикле 10 минут) или 20 м (для продолжительности нагрузки 35% при цикле 10 минут) на номинальных сварочных режимах необходимо также учитывать падение напряжения в них. Суммарное падение напряжения в "прямом" и "обратном" сварочных кабелях не должно превышать 4 В.
U=(I·ρ·L)/S,
где I - сварочный ток (А);
ρ=0,0175 - удельное сопротивление меди (Ом·м/кв.мм);
L - общая длина сварочного кабеля (м);
S - сечение сварочного кабеля (кв.мм).
ВНИМАНИЕ! Рекомендации по выбору сечения сварочных проводов общей длиной свыше 35 м (для продолжительности нагрузки 100% при цикле 10 минут) или 20 м (для продолжительности нагрузки 35% при цикле 10 минут) справедливы для работы на номинальных сварочных режимах для каждого отдельно взятого источника напряжения (тока). В случае использования источника напряжения (тока) на режимах отличных от номинального (при существующем запасе по диапазону регулирования сварочного напряжения) выбор сечения определяется только допустимой температурой нагрева кабелей.
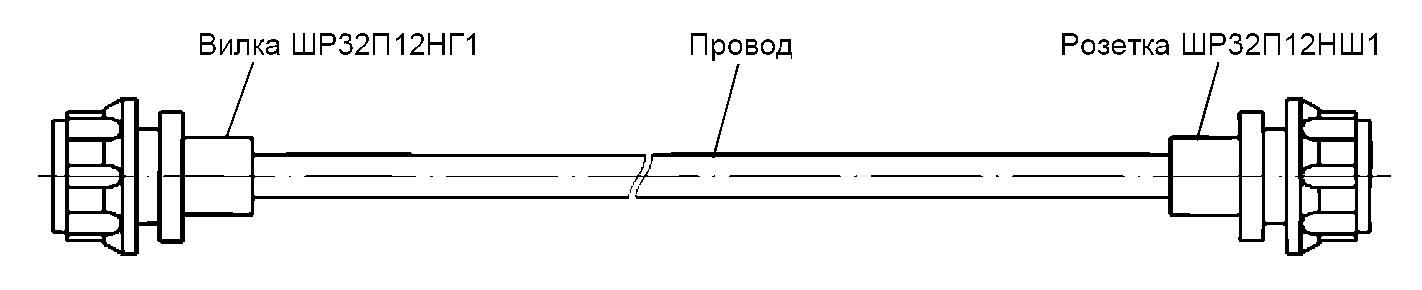
Провода управления
Рукава резиновые для подачи защитного газа

| Подбор площади cечения сварочных кабелей в зависимости от необходимой длины и силы сварочного тока | ||||||||
| Примечание: Под полной длиной сварочного кабеля в данной таблице принимается суммарная длина прямого и обратного сварочных кабелей. Например, если источник сварочного тока расположен на расстоянии 30 метров от свариваемого изделия, полная длина сварочного кабеля в данном случае будет 60 метров. Это значение и необходимо использовать, что бы найти необходимую площадь сечения сварочного кабеля. | ||||||||
| Сварочный ток, А | Площадь сечения (мм2) при полной длине медного сварочного кабеля | |||||||
| ≤30 м | 45 м | 60 м | 70 м | 90 м | 105 м | 120 м | ||
| 10-60% ПВ | 60-100% ПВ | 10-100% ПВ | ||||||
| 100 | 20 | 20 | 20 | 30 | 35 | 50 | 60 | 60 |
| 150 | 30 | 30 | 35 | 50 | 60 | 70 | 95 | 95 |
| 200 | 30 | 35 | 50 | 60 | 70 | 95 | 120 | 120 |
| 250 | 35 | 50 | 60 | 70 | 95 | 120 | 2x70 | 2x70 |
| 300 | 50 | 60 | 70 | 95 | 120 | 2x70 | 2x95 | 2x95 |
| 350 | 60 | 70 | 95 | 120 | 2x70 | 2x95 | 2x95 | 2x120 |
| 400 | 60 | 70 | 95 | 120 | 2x70 | 2x95 | 2x120 | 2x120 |
| 500 | 70 | 95 | 120 | 2x70 | 2x95 | 2x120 | 3x95 | 3x95 |
| 600 | 95 | 120 | 2x70 | 2x95 | 2x120 | 3x95 | 3x120 | 3x120 |
| 700 | 120 | 2x70 | 2x95 | 2x120 | 3x95 | 3x120 | 3x120 | 4x120 |
| 800 | 120 | 2x70 | 2x95 | 2x120 | 3x120 | 3x120 | 4x120 | 4x120 |
| 900 | 2x70 | 2x95 | 2x120 | 3x95 | ||||
| 1000 | 2x70 | 2x95 | 2x120 | 3x95 | ||||
| 1250 | 2x95 | 2x120 | 3x95 | 4x95 | ||||
| 1500 | 300 | 400 | 500 | 2x400 | ||||
|
• В данной таблице приведен принципиальный алгоритм подбора сечения сварочных кабелей, который может не подходить под некоторые типы задач. Если выбранный соответственно таблице сварочный кабель перегревается, необходимо выбрать другой, большего сечения. • На заказ возможно изготовление кабелей большей длины, чем указано в таблице. |
||||||||
Более подробная информация о подборе сварочных кабелей под Ваши задачи: >>>
