

| Сварочный инвертор ИТС-315 | Нажмите, чтобы увеличить |






|
ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ ИНВЕРТОРНЫЙ ИТС-315 |
|
Выпрямитель для дуговой сварки инверторный ИТС-315 предназначен для следующих видов сварки:
|
|
ОСНОВНЫЕ ОСОБЕННОСТИ |
|
и НПП ФЕБ |
| • Выпрямитель имеет универсальные внешние характеристики. |
| • Питание выпрямителя может осуществляться как от промышленной сети переменного тока, так и от автономного источника. |
| • Выпрямитель оснащен защитным каркасом, выполненным из стальной трубы. Каркас защищает корпус и органы управления от возможных боковых ударов и падения. | • Компоновка узлов выпрямителя выполнена таким образом, что охлаждающий воздух проходит сквозь аппарат. Причём внутри аппарат разделён на две зоны, "грязную" и "чистую", В "грязной зоне" находятся все термонагруженные элементы (радиаторы, трансформаторы и дроссели). В "чистой зоне" располагается управляющая электроника. Таким образом, грязь и пыль, попадающая с потоком воздуха, не откладывается на платы управления, что значительно продлевает срок службы сварочного выпрямителя. |
| • Возможно применение устройства компенсации магнитного потока КМП-02 | |
| • На панели управления сварочного выпрямителя расположены дискретные светодиодные индикаторы, два трехразрядных семисегментных индикатора, кнопки выбора режимов и ручка установки параметров. |
|
Сварочные режимы |
|
|
ЭЛЕКТРОД – ОСНОВНОЙ [MMA] |
ЭЛЕКТРОД – ЦЕЛЛЮЛОЗНЫЙ [MMA] |
|
Режим ручной сварки штучными электродами с основным покрытием.
Сварочный ток устанавливается плавно от 5 до 350 А с шагом 1 А. Предварительная установка тока отображается на цифровом индикаторе. Точность установки сварочного тока ±1 А. Режим имеет следующие дополнительные параметры: - наклон выходной характеристики 1,5 В/А. Возможна регулировка наклона в пределах 1-2 В/А; - напряжение холостого хода в процессе сварки 65 В. Задается в пределах 50-85 В; - безопасный режим: напряжение холостого хода в отсутствии сварки снижается ниже 12 В через 0,3 сек по окончанию процесса. Время может быть установлено от 0,2 до 12,5 сек; - "Горячий Старт" [HOT START] обеспечивает увеличение тока в начале сварки на заданное время. Режим предназначен для облегчения возбуждения дуги и формирования сварочной ванны. Величина тока устанавливается от 0 до 100% сварочного тока, а время от 0,1 до 3,0 сек; -"Форсирование Дуги" [ARC FORCE] обеспечивает увеличение сварочного тока при уменьшении дугового промежутка и в коротком замыкании. Режим предназначен для уменьшения вероятности залипания электрода и увеличения проплавляющей способности дуги. Увеличение тока устанавливается от 0 до 100% сварочного тока; -"Антизалипание" [ANTISTICK] обеспечивает уменьшение тока выпрямителя при коротком замыкании, если оно длится более 0,8 сек; - управление сварочным выпрямителем может осуществляться от пульта дистанционного управления (ПДУ). |
Режим ручной сварки штучными электродами с целлюлозным или рутиловым покрытием.
Сварочный ток устанавливается плавно от 5 до 350 А с шагом 1 А. Предварительная установка тока отображается на цифровом индикаторе. Точность установки сварочного тока 1 А. Режим имеет следующие дополнительные параметры: - наклон выходной характеристики 1 В/А. Возможна регулировка наклона в пределах 0,4-1,5 В/А; - напряжение холостого хода в процессе сварки 65 В. Задается в пределах 50-85 В; - безопасный режим: напряжение холостого хода в отсутствии сварки снижается до ниже 12 В через 0,3 сек по окончанию процесса. Время может быть установлено от 0,2 до 12,5 сек; - "Горячий Старт" [HOT START] обеспечивает увеличение тока в начале сварки на заданное время. Режим предназначен для облегчения возбуждения дуги и формирования сварочной ванны. Величина тока устанавливается от 0 до 100% сварочного тока, а время от 0,1 до 3,0 сек; -"Форсирование Дуги" [ARC FORCE] обеспечивает изменение наклона выходной характеристики. Режим предназначен регулирования проплавляющей способности дуги. Изменение устанавливается от минус 99% до плюс 99%, что соответствует наклонам 0,4-1,5 В/А; -"Антизалипание" [ANTISTICK] обеспечивает уменьшение тока выпрямителя при коротком замыкании, если оно длится более 0,8 сек; - управление сварочным выпрямителем может осуществляться от пульта дистанционного управления (ПДУ). |
|
ЭЛЕКТРОД – НЕПЛАВЯЩИЙСЯ [TIG] |
ЭЛЕКТРОД – СПЛОШНОЙ [MIG/MAG, GMAW] |
|
Режим сварки неплавящимся электродом в среде защитных газов.
Сварочный ток устанавливается плавно от 5 до 350 А с шагом 1 А. Предварительная установка тока отображается на цифровом индикаторе. Точность установки сварочного тока 1 А. Режим имеет следующие дополнительные параметры: -наклон выходной характеристики 2 В/А; -"Liftarc" [LIFT ARC] - контактный способ зажигания дуги. Дуга зажигается мгновенно и автоматически, при этом исключается попадание вольфрамовых вкраплений в металл сварного шва; (необходимо установить электрод сварочной горелки на свариваемое изделие, затем произвести нажатие кнопки горелки с целью включения процесса сварки, после чего оторвать электрод от свариваемой поверхности. В момент отрыва происходит зажигание дуги. Поскольку ток, протекающий через контакт электрода и свариваемого изделия, имеет величину не более 20 А, то в этом случае не возникает искры и не происходит вкраплений;) -после возбуждения дуги сварочный ток нарастает от 20 А до установленной величины сварочного тока за установленное время. Время нарастания тока может быть установлено от 0,1 до 10 сек; -при завершении сварки, сварочный ток плавно уменьшается с установленной величины до нуля за установленное время; -безопасный режим: напряжение холостого хода в отсутствии сварки снижается до 12 В через 0,3 сек по окончании процесса. Время может быть установлено от 0,2 до 2,5 сек. |
Режим полуавтоматической сварки сплошным электродом (проволокой) в среде активных и инертных газов.
Сварочное напряжение устанавливается плавно от 12 до 45 В, с шагом 0,1 В. Предварительная установка напряжения отображается на цифровом индикаторе. Режим имеет следующие дополнительные параметры: -"Жесткость" ("Hrd") обеспечивает управление сварочным процессом, меняя соотношение между "мягкостью" и устойчивостью переноса металла; -режим "Длина дуги" ("Ld") позволяет регулировать длину дуги ; -режим "Скорость тока" ("dI/t") позволяет регулировать длительность короткого замыкания и косвенно частоту капельного переноса; -управление сварочным выпрямителем осуществляется от внешнего подающего механизма. |
|
ЭЛЕКТРОД – ПОРОШКОВЫЙ [MIG/MAG, GMAW] |
|
|
Режим полуавтоматической сварки порошковым самозащитным электродом (проволокой).
Сварочное напряжение устанавливается плавно от 12 до 45 В, с шагом 0,1 В. Предварительная установка напряжения отображается на цифровом индикаторе. Режим имеет следующие дополнительные параметры: -"Жесткость" ("Hrd") обеспечивает управление сварочным процессом, меняя соотношение между "мягкостью" и устойчивостью переноса металла; -режим "Длина дуги" ("Ld") позволяет регулировать длину дуги ; -режим "Скорость тока" ("dI/t") позволяет регулировать длительность короткого замыкания и косвенно частоту капельного переноса; -управление сварочным выпрямителем осуществляется от внешнего подающего механизма. |
|
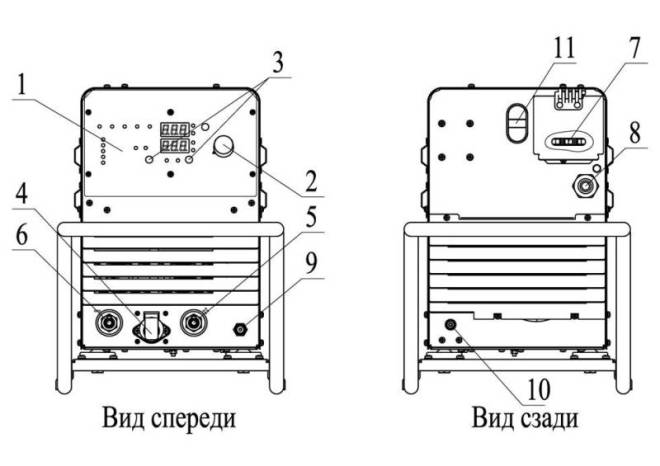
Расположение элементов на панелях выпрямителя |
|||
|
|||
|
1. Панель индикации и управления;
|
8. Устройство ввода сетевого кабеля;
|
||
|
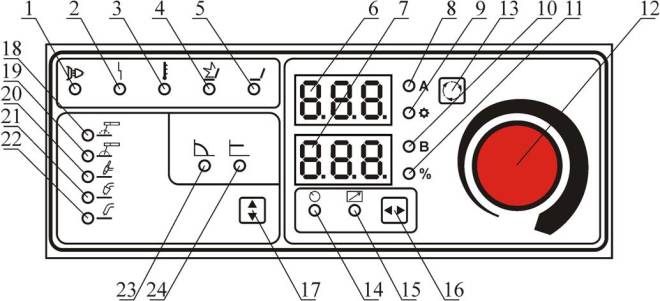
ПАНЕЛЬ ИНДИКАЦИИ И УПРАВЛЕНИЯ СВАРОЧНОГО ВЫПРЯМИТЕЛЯ |
|||
|
|||
|
1-индикатор "СЕТЬ".
|
11-индикатор "ПРОЦЕНТ".
|
||
| + Технические характеристики |







