| Блок управления БУ-20 “БАРС” | Нажмите, чтобы увеличить |


Блок управления сварочным процессом сварочного автомата (трактора) БУ-20 “БАРС” является полным преемником предшествующих ему блоков БУ-20, БУ-21. Блок выполнен на современной элементной базе с применением микропроцессоров.Блок является универсальным – в отличие от БУ-20, БУ-21, нет необходимости производить перенастройку при смене типа шунта, двигателя, редуктора, типа тележки или механизма подачи. Блок комплектуется пультом ДУ, оснащенного ЖКИ индикатором с индикацией сварочного тока, сварочного напряжения, скорости сварки и наличия связи с блоком. Все органы управления, расположенные на лицевой панели БУ-20 “БАРС”, продублированы на пульте ДУ (за исключением кнопок принудительного включения газового клапана и кнопки “ЗАПИСЬ”).
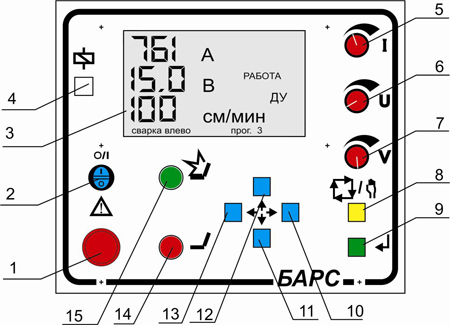
В основном меню ЖКИ индикатора блока отображаются:
• предварительно установленный с
варочный ток в амперах (от 0А до 1,25*Iном, где Iном – номинальный ток
выбранного в инженерном меню датчика тока – шунта), или в процентах (от 0% до
100%) в режиме “Наладка” или измеренный сварочный ток в режиме “Работа” после
нажатия кнопки “Пуск”;
• предварительно установленное сварочное напряжение в вольтах (от 15,0В до
100В), или в процентах (от 0% до 100%) в режиме “Наладка” или измеренное
сварочное напряжение в режиме “Работа” после нажатия кнопки “Пуск”;
• предварительно установленная скорость перемещения тележки в см/мин (от 0 до Vmax, где
Vmax – расчетная максимальная
скорость тележки по параметрам,установленным в инженерном меню) в режиме “Наладка”,
или измеренная скорость тележки в режимах “Наладка” (при нажатия кнопки “Влево”
или “Вправо”), или “Работа” – после нажатия кнопки “Пуск”;
• выбранное в служебном меню направление сварки (“Влево”, “Вправо” или “На месте”);
• номер программы;
• текущий номер сварочного цикла (если в менюпараметров выбрана сварка по циклу);
• режим работы – “Работа” или “Наладка”;
• служебное сообщение об активности пульта ДУ, если последний подключен и связь
с пультом есть;
• скорость подачи сварочной проволоки в м/мин врежиме “Работа” после нажатия
кнопки “Пуск”.
|
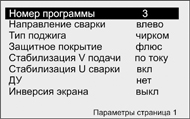
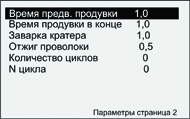
Меню параметров. |
Меню параметров. |
|
|
|
|
Назначение органов управления блока БУ-20 “БАРС”
1. кнопка аварийного
отключения питания блока; |
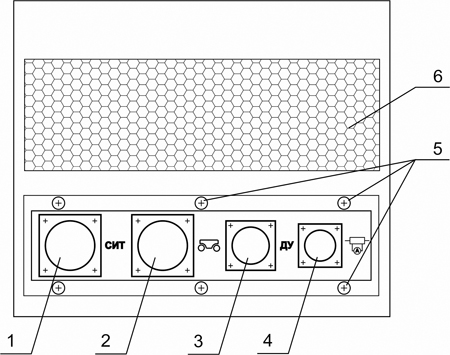
Назначение разъемов на блоке БУ-20 “БАРС”
1. разъем-штырь ШР32П12ЭШ1
для |