

| Роликовые опоры серии CZF | Нажмите, чтобы увеличить |

|
CZ |
P |
D |
L |
F |
V |
E min |
E max |
H |
|
CZF-6 |
6 |
300 |
100 |
500 |
2,2 |
320 |
1300 |
285 |
|
CZF-10 |
10 |
300 |
100 |
1000 |
2,2 |
320 |
1500 |
285 |
|
CZF-16 |
16 |
300 |
100 |
1400 |
2,2 |
320 |
1600 |
330 |
|
CZF-25 |
25 |
300 |
100 |
2100 |
2,2 |
320 |
1800 |
330 |
|
CZF-40 |
40 |
400 |
150 |
2800 |
2,0 |
430 |
1900 |
410 |
|
CZF-63 |
63 |
400 |
120 |
4000 |
2,0 |
430 |
2100 |
460 |
|
CZF-80 |
80 |
400 |
300 |
5000 |
2,0 |
650 |
2250 |
520 |
|
CZF-125 |
125 |
420 |
130 |
6200 |
1,8 |
750 |
2350 |
550 |
|
CZF-160 |
160 |
450 |
150 |
7500 |
1,8 |
850 |
2450 |
590 |
|
CZF-200 |
200 |
480 |
170 |
9000 |
1,8 |
600 |
2600 |
630 |
|
CZF-250 |
250 |
510 |
200 |
11000 |
1,7 |
700 |
2700 |
670 |
|
CZF-320 |
320 |
550 |
230 |
13000 |
1,7 |
850 |
2850 |
710 |
|
CZF-400 |
400 |
580 |
260 |
16000 |
1,7 |
950 |
2950 |
760 |
|
CZF-500 |
500 |
620 |
300 |
19000 |
1,7 |
700 |
3100 |
800 |
|
CZF-630 |
630 |
650 |
350 |
23000 |
1,6 |
850 |
3250 |
850 |
|
CZF-800 |
800 |
700 |
400 |
28000 |
1,6 |
1050 |
3450 |
910 |
|
CZF-1000 |
1000 |
740 |
460 |
32500 |
1,6 |
1200 |
3600 |
970 |
|
CZF-1250 |
1250 |
790 |
520 |
38000 |
1,5 |
1000 |
3800 |
1030 |
|
CZF-1600 |
1600 |
840 |
610 |
48000 |
1,5 |
1200 |
4000 |
1100 |
|
CZF-2000 |
2000 |
900 |
690 |
55000 |
1,5 |
1400 |
4200 |
1170 |
|
CZF-2500 |
2500 |
950 |
760 |
65000 |
1,5 |
1600 |
4400 |
1240 |
Опционально могут укомплектовываться автоматической системой антидрейфа.
Описание системы приведено ниже по тексту.
АВТОМАТИЧЕСКАЯ СИСТЕМА СОПРОТИВЛЕНИЯ СДВИГУ
I - КРАТКИЕ СВЕДЕНИЯ И НАЗНАЧЕНИЕ
1-1 СДВИГ
Операции сварки, шлифовки и проверки цилиндрических заготовок часто выполняются с использованием вращающегося ролика, который обеспечивает вращение заготовок.
Указанный вращающийся ролик состоит из двух секций, одна из которых является приводной, а вторая неприводной, при этом каждая из них оборудована 2 колесиками. Требуется, конечно же, обеспечение вращательного движения заготовки. Как правило, геометрические погрешности, возникающие в процессе пригонки секций, а также изъяны заготовки служат причиной возникновения паразитного осевого движения: СДВИГА. Это движение не только представляет опасность при проведении указанных видов работ, но и служит угрозой безопасности для персонала и материалов, находящихся на рабочем месте. Для борьбы с данным недостатком существует несколько способов:
• использование механического стопорного колесика, которое, однако, срабатывает только в одном направлении и создает сильное сопротивление.
• использование регулируемой опоры колесика, то есть ручной системы сопротивления сдвигу, которая, тем не менее, очень сложна для регулировки и
не совсем надежна по причине колебаний, создаваемых на рабочем месте, в результате воздействия которых система перестает работать.
• использование автоматической системы сопротивления сдвигу, надежной, безопасной и легко настраиваемой.
1-2 ЭЛЕКТРОННАЯ СИСТЕМА СОПРОТИВЛЕНИЯ СДВИГУ ПРОИЗВОДСТВА LAMBERT-JOUTY
Она, в основном, выполнена в виде двух частей: механическая располагается в опоре колесика, а электронная состоит из сервопривода и датчика.
1-21 Опора колесика в составе системы сопротивления сдвигу
Оригинальной особенностью опоры колесика производства LAMBERT-JOUTY является способ регулировки колесика за счет движения шарнира вокруг оси перпендикулярно касательной плоскости заготовки при помощи эксцентрикового вала, смонтированного на подшипниках. Преимуществом при этом является сведение к минимуму скольжения заготовки по колесику, а также устранение механического трения внутри механизма.
1-22 Электронный сервопривод и датчик
Наличие приводного электродвигателя и датчика, регистрирующего движения заготовки, обеспечивает возможность регулировки колесика. ПЛК обрабатывает данные датчика и передает их в электродвигатель с учетом амплитуды и скорости вращения заготовки, при этом скорость коррекции колесика даже увеличивается, поскольку расстояние по отношению к началу координат является значительным и постоянным. Это обеспечивает превосходную устойчивость.
2 - ПОДГОТОВИТЕЛЬНЫЕ УСЛОВИЯ И ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ
2-1 ПОДГОТОВКА РАБОЧЕГО МЕСТА
2-11 Вращающийся ролик с системой сопротивления сдвигу
Система сопротивления сдвигу спроектирована для коррекции небольших, но неизбежных дефектов, возникающих по причине пригонки секций вращающегося ролика, геометрических погрешностей и т.п. Для облегчения задачи по подготовке рабочего места необходимо выполнение определенных правил.
Как правило, секция сопротивления сдвигу выполнена из двух корректирующих колесиков. Подобная конфигурация дает наилучшие результаты при использовании в котлостроительной промышленности.
2-12 Адаптация рабочего места
Секции следует размещать на прочном, устойчивом и горизонтальном грунте. Их следует закрепить во избежание любого рода движений в процессе работы, поскольку это может оказать воздействие на стабильность установки.
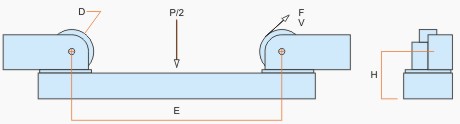
Существует 3 фундаментальных правила в отношении взаимного расположения секций, которые требуется соблюдать: горизонтальность осей вращения, параллельность секций и установка секций по центру.
Это означает, что V1 = V2 ± 5 мм, a D1 = D2 ± 5 мм.
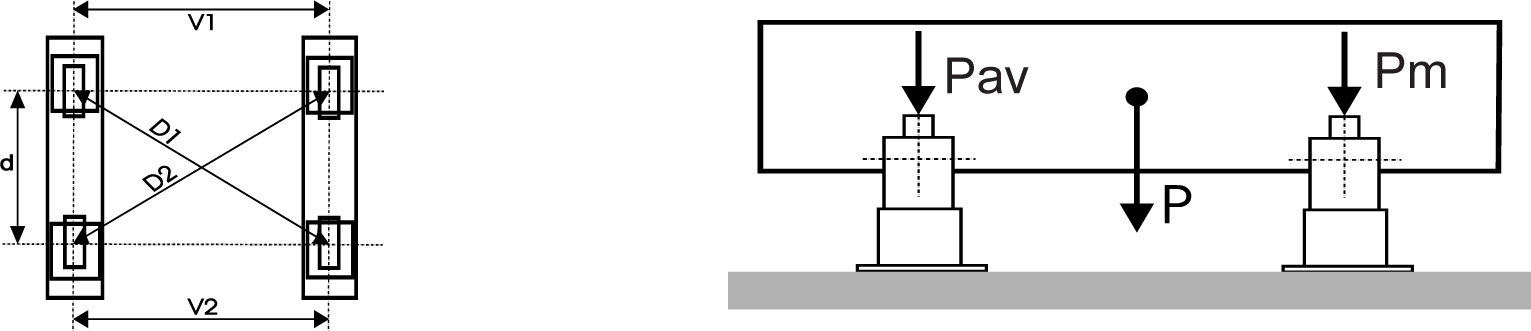
В нормальном режиме работы расстояние между секциями – V1 либо V2 – должно превышать расстояние d между двумя осями колесиков. При оптимальных условиях работы расстояние V1 либо V2 примерно в четыре раза превышает расстояние d (V1≥4*d). Важно, чтобы секция сопротивления сдвигу всегда обладала немного большей нагрузкой, чем приводная секция, по причине необходимости в сцеплении колесиков системы сопротивления сдвигу для обеспечения коррекции посредством ориентирования. Это означает следующее: P = PAV + PM, а PAV > PM
Установите заготовку на вращающийся ролик, колесики системы сопротивления сдвигу – в среднее положение (красные указатели при этом находятся друг напротив друга), а селекторный переключатель на пульте управления – в положение "MAIN" ("ОСНОВНОЙ"), после чего запустите установку. Проверьте, являются ли вращающиеся поверхности чистыми, то есть, нет ли на них неровностей, препятствующих вращению (каких-либо отверстий, следов сварки, ржавчины, краски... ). Затем измерьте естественный сдвиг заготовки. Он должен составлять менее 1/100 диаметра заготовки за один виток. Если данное условие не достигнуто, проверьте, правильно ли выполнены указания предыдущих пунктов с тем, чтобы не работать в ограниченных или неприемлемых условиях.
2-13 Подготовка датчика
Положение датчика на его опоре, а также положение, в котором датчик получает информацию, являются важными аспектами. Основание датчика обязательно должно обладать достаточной прочностью и быть тщательно закреплено к грунту. Все паразитные движения будут в дальнейшем интерпретироваться со стороны ПЛК как движения заготовки, что может привести к неуместной коррекции. Более того, положение датчика на конце заготовки, а также подготовка зоны отслеживания оказывают существенное влияние на конечный результат. Наилучшим положением для отслеживания является плоскость оси вращения заготовки. Если данное условие соблюдено, то это обеспечит в дальнейшем наилучшие эксплуатационные характеристики. В любом случае, датчик следует устанавливать на вертикальную плоскость перпендикулярно оси вращения.
Несмотря на это, отслеживание на краю заготовки обеспечивается только в случае, когда край является чистым, плоским и располагается перпендикулярно оси вращения. Естественно, все геометрические погрешности на границе заготовки будут оказывать влияние на систему.

2-2 ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ СИСТЕМЫ СОПРОТИВЛЕНИЯ СДВИГУ ПРОИЗВОДСТВА LAMBERT-JOUTY
Если все вышеуказанные условия соблюдены, то заготовка будет сохранять свое положение с допуском ± 1 мм. Данный допуск предоставляет возможность беспрепятственного выполнения всех сварочных и шлифовальных работ даже при наличии глубоких стыков. При этом часто допускается выполнение работ (в зависимости от сферы деятельности) при допуске ± 2,5 мм. Встроенный в датчик предохранительный контакт автоматически остановит вращающийся ролик после загорания сигнального индикатора в случае, если сдвиг достигнет величины ±10 мм, что предусмотрено для обеспечения безопасности персонала и материалов.
