| Установка для аргонодуговой сварки УДГУ-358(AC/DC) | Нажмите, чтобы увеличить |






|
Установка для дуговой сварки УДГУ-358 |
|
Установка для дуговой сварки (инверторный сварочный выпрямитель) УДГУ‐358 с микроконтроллерным управлением предназначена для аргонодуговой сварки неплавящимся электродом (TIG) и штучным электродом (MMA) на постоянном (DC), переменном (АС) и смешанном токе (ACmix).
Функции:
Особенности:
|
|
Технические характеристики |
|
| Наименование параметра | Значение |
| Напряжение трехфазной питающей сети, В | 380 |
| Частота питающей сети, Гц | 50…60 |
| Номинальный сварочный ток в режиме TIG, А | 300 |
| Номинальное рабочее напряжение в режиме TIG, В | 22 |
| Номинальный режим работы для сварки TIG (ПН) при цикле 10 мин, % | 60 |
| Наименьший сварочный ток в режиме TIG, А | 5 |
| Наибольший сварочный ток в режиме TIG, А | 350 |
| Пределы регулирования рабочего напряжения в режиме TIG, В | 10,2 - 24,0 |
| Диаметр вольфрамового электрода, мм | 0,8 - 8,0 |
| Напряжение холостого хода в режиме TIG DC, В, не более | 93 |
| Напряжение холостого хода в режиме TIG AC, В, не более | 110 |
| Диапазон регулировки времени предварительной продувки, с | 0,1 … 10,0 |
| Диапазон регулировки тока дежурной дуги в начале и в конце сварки, А | 10 … 350 |
| Диапазон регулировки времени плавного изменения тока в начале сварки, с | 0,1 … 10,0 |
| Диапазон регулировки сварочного тока (тока базы) в режиме DC, А | 10 … 350 |
| Диапазон регулировки тока импульса в режиме DC, А | 10 … 350 |
| Диапазон регулировки частоты пульсации тока базы в режиме DC пульс, Гц | 0,1 … 990,0 |
| Диапазон регулировки коэффициента заполнения тока базы в режиме DC пульс | 0,05 …0,95 |
| Диапазон регулировки баланса отрицательной полярности сварочного тока в режиме AC, А | 0,3 … 0,8 |
| Диапазон регулировки частоты сварочного тока в режиме AC, Гц | 20 … 200 |
| Диапазон регулировки времени плавного изменения тока в конце сварки, с | 0,1 … 10,0 |
| Диапазон регулировки времени продувки в конце сварки, с | 1 … 60 |
| Номинальный сварочный ток в режиме MMA, А | 300 |
| Номинальное рабочее напряжение в режиме MMA, В | 32 |
| Номинальный режим работы для сварки MMA (ПН) при цикле 10 мин, % | 60 |
| Наименьший сварочный ток в режиме MMA, А | 5 |
| Наибольший сварочный ток в режиме MMA, А | 350 |
| Диаметр электрода, мм | 2,0 - 8,0 |
| Напряжение холостого хода в режиме MMA, В, не более | 12 |
| Потребляемая мощность, при номинальном токе, кВА, не более | 24,5 |
|
Номинальный ток главных цепей автомата защиты
(с характеристикой срабатывания электромагнитного расцепителя "С"), А |
32 |
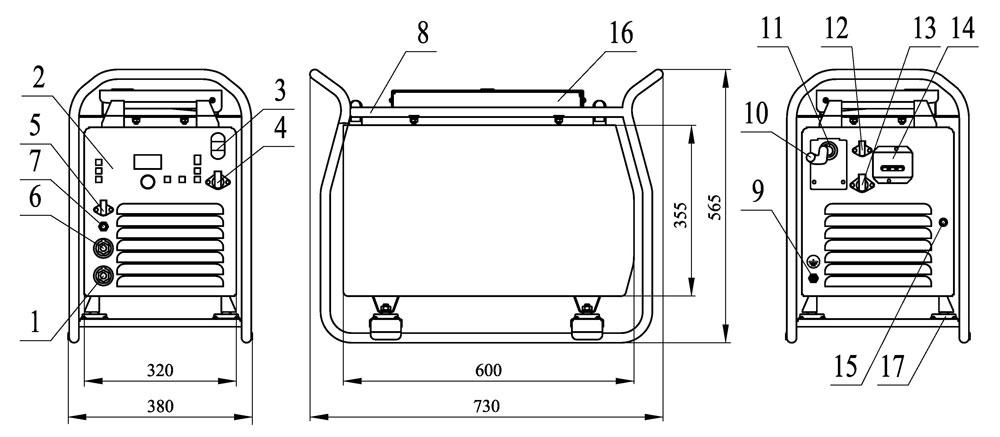
| Габариты, Д х Ш х В, мм | 320 х 620 х 530 |
| Масса, кг, не более | |
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
|
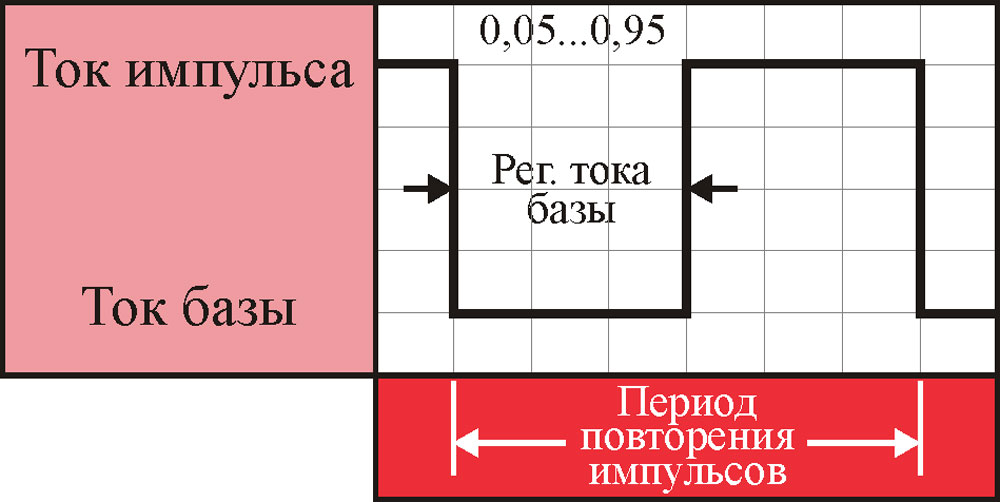
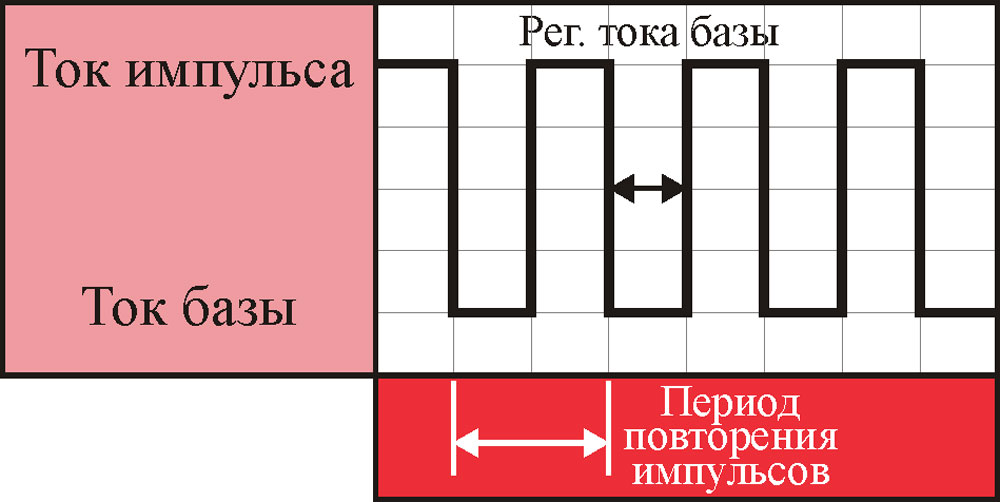
Работа в режиме TIG DС пульс |
|
 |
 |
|
Обычно для ручной сварки применяют пульсацию с частотой от 0,5 до 5 импульсов в секунду. Такой режим обеспечивает циклический эффект нагрева (во время импульса) и охлаждения сварочной ванны (во время протекания тока базы) и уменьшает деформацию основного металла путем снижения среднего тока сварки (общего тепловложения).
Чередование нагрева и охлаждения также даёт отличную чешуйчатость при формировании металла на поверхности сварного шва. Соотношение между частотой пульсации и скоростью прохода определяет расстояние между «чешуйками». Низкая частота подачи импульсов должна быть скоординирована с подачей присадочного материала. В этом случае улучшается контроль за сварочной ванной. |
При увеличении частоты свыше 50 импульсов в секунду, режим TIG DC пульс становится скорее слышимым, чем видимым. Импульсный режим вызывает повышенное перемешивание расплавленного металла в сварочной ванне для формирования лучшей микроструктуры сварочного шва.
Подача импульсов сварочного тока при высоких частотах может сжимать и фокусировать дугу. Это приводит к большей устойчивости дуги, увеличению глубины проплавления и скорости сварки (диапазон 100-500 Гц). Эффект заострения дуги при высокой частоте импульсов проявляется еще больше. Возможность подавать импульсы с частотой до 990 импульсов в секунду повышает устойчивость горения дуги. Этот режим хорошо подходит для автоматической сварки, где требуются максимальные скорости прохода. |
|
Работа в режиме TIG АС |
|||
| Параметр | Форма тока | Влияние на дугу | Влияние на шов |
|
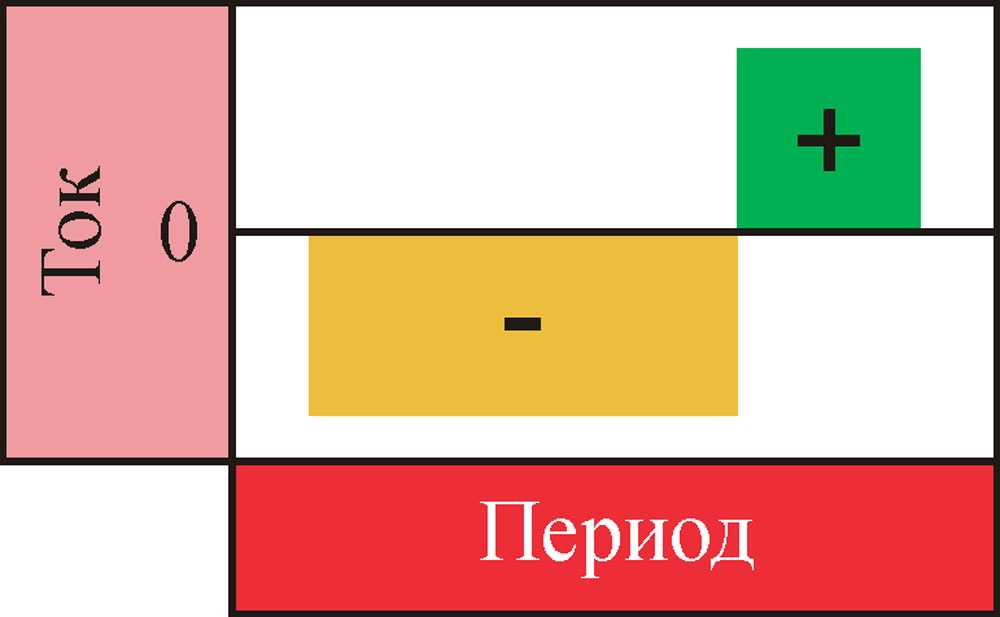
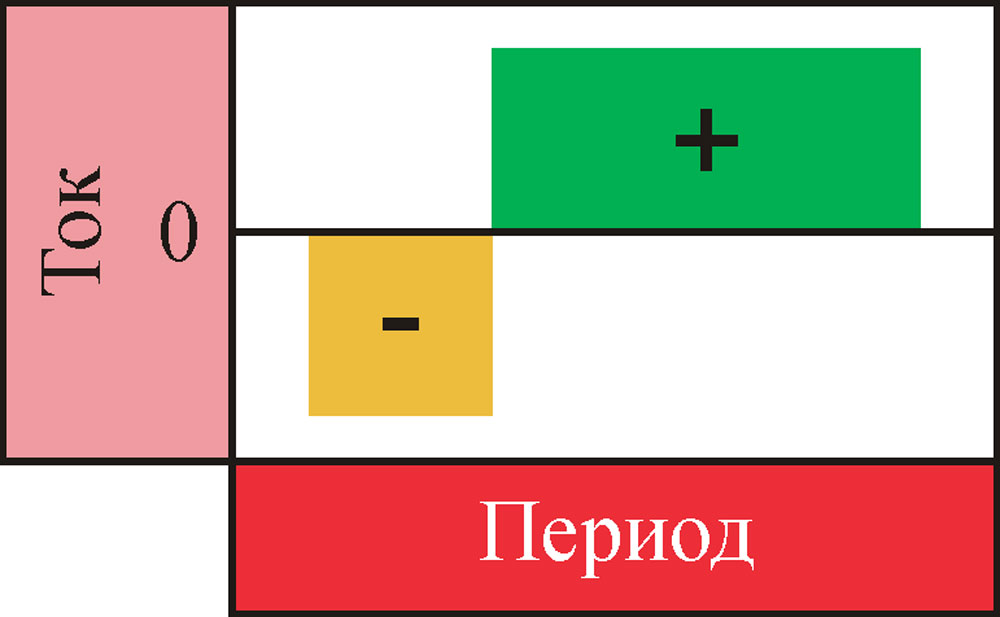
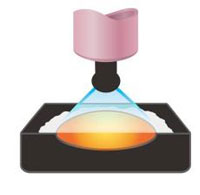
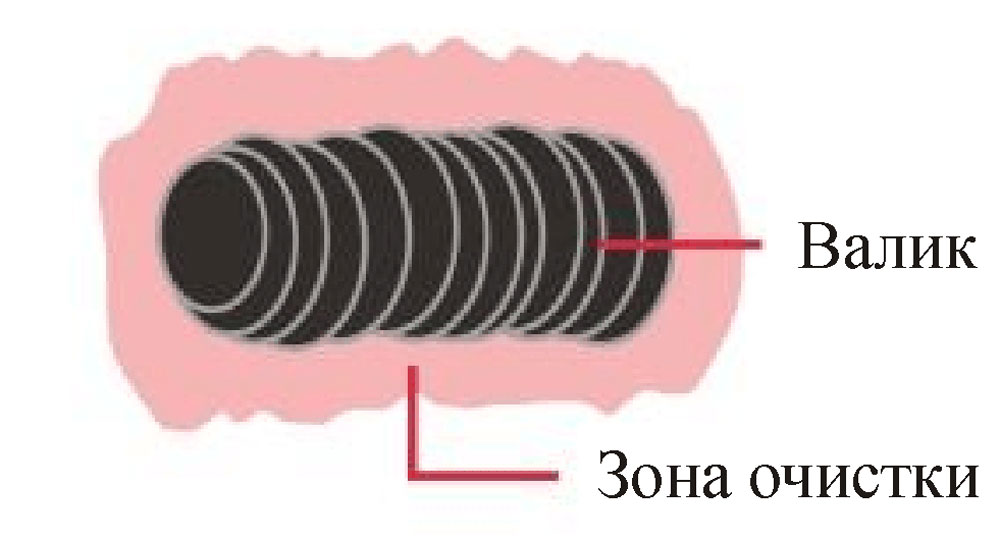
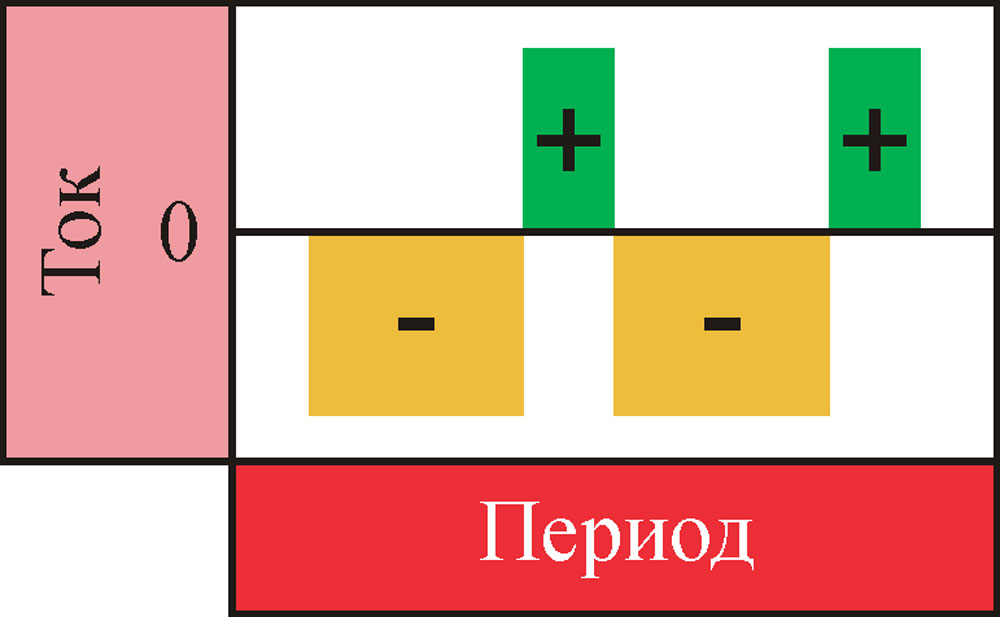
Баланс переменного тока – соотношение длительностей положительной (обратная полярность) и отрицательной полуволн (прямая полярность).
Позволяет контролировать эффект очистки (ширину зоны очистки вокруг сварного шва). Чем выше значение, тем лучше проплавление металла, меньшее оплавление электрода и нагрев горелки, но меньше зона очистки. Примечание: отрегулируйте баланс для очистки от окислов по бокам и непосредственно перед сварочной ванной. |
Баланс 0,7
|
Более узкая дуга, сварка острым кончиком электрода
Глубокое и узкое проплавление |
Узкий шов, зона очистки не видна

|
|
Баланс 0,3
|
Более широкая дуга. Сварка круглым кончиком электрода
Широкое и неглубокое проплавление |
Широкий шов и зона очистки
|
|
|
Работа в режиме TIG АС |
|||
|
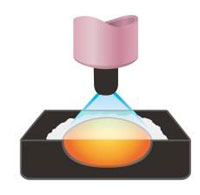
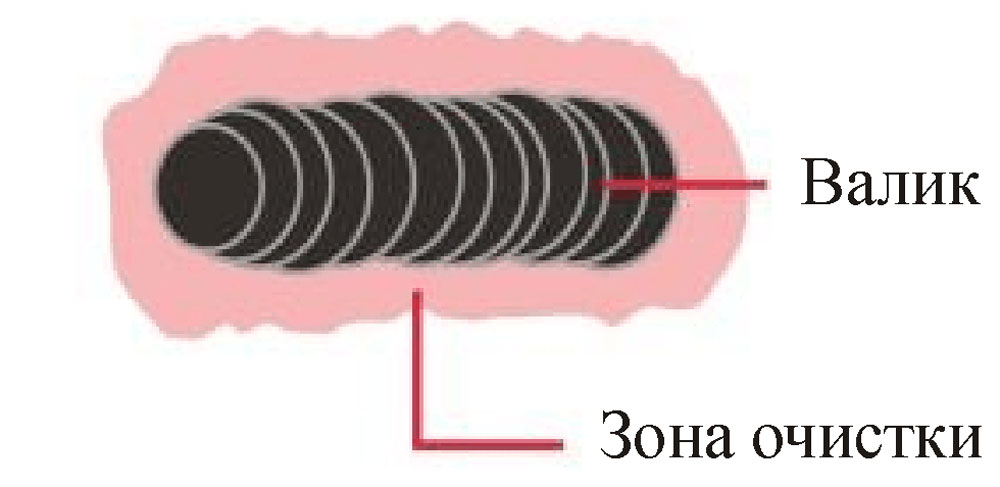
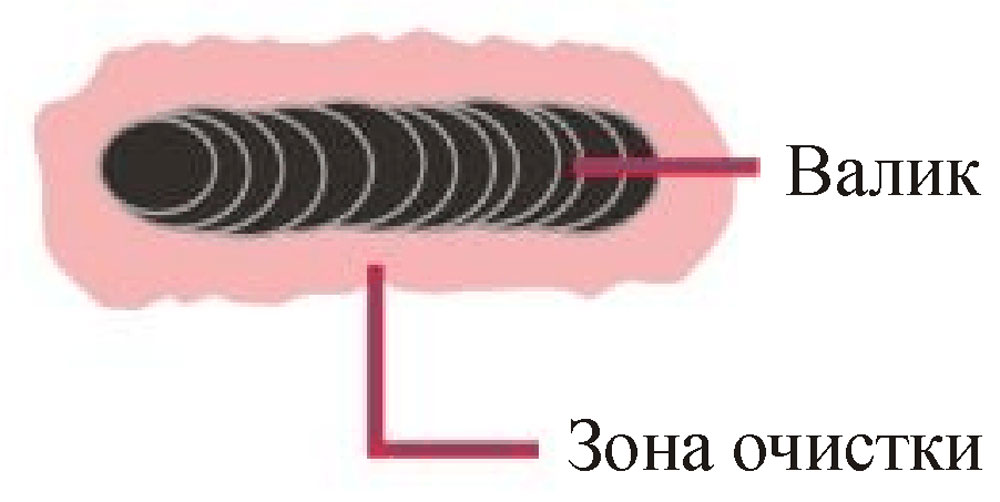
Регулировка частоты переменного тока.
Регулирует ширину конуса сварочной дуги. Чем больше частота, тем более сфокусирована и стабильна дуга. Примечание: При уменьшении частоты переменного тока дуга становится мягче, сварочная ванна шире. |
Частота 50 Гц
|
Широкий валик, хороший провар, идеально для наплавки
|
Широкий шов и зона очистки
|
|
Частота 100 Гц
|
Узкий валик для угловых швов и автоматизированной сварки
|
Более узкий шов и зона очистки
|
|
|
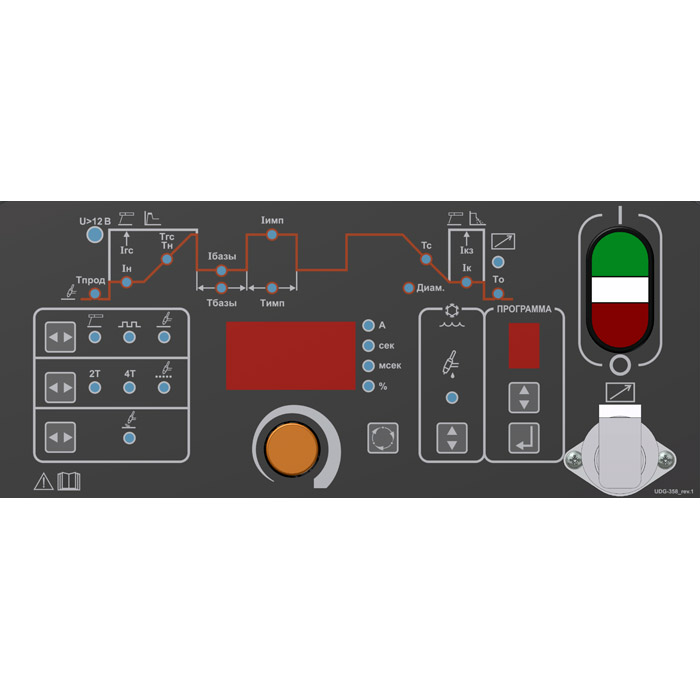
Общий вид панели управления |
|||

|
|||
|
1. Индикатор включения;
|
5. Нижний ряд программных кнопок;
|
||