

| АЭШС-02 Автомат для электрошлаковой сварки | Нажмите, чтобы увеличить |
|
Автомат электрошлаковой сварки АЭШС-02 |
|
Автомат электрошлаковой сварки АЭШС-02 с плавным регулированием скорости подачи электродной проволоки, предназначен для автоматической электрошлаковой сварки вертикальных и наклонных (до 45°) швов на постоянном токе обратной полярности металла толщиной от 18 до 70 мм. Возможна сварка вогнутых в вертикальной плоскости по ходу сварного шва листов радиусом более 4000 мм. Автомат изготовлен в климатическом исполнении У3 - для работы в районах умеренного климата при температуре окружающей среды от –10 °С до +40 °С и относительной влажности воздуха не более 80% (при 25 °С). Окружающая среда должна быть взрывобезопасная, не содержать агрессивные газы и пары в концентрациях, разрушающих металлы и изоляцию, не должна быть насыщенной токопроводящей пылью и водяными парами. Автомат предназначен для работы на высоте до 1000 м над уровнем моря в закрытых помещениях. Автомат может комплектоваться следующими сварочными источниками: ВДУ-1250; ВДУ-1204; ВДУ-1000; ПИОНЕР-А1000; ПИОНЕР-А1200. |
|
Технические характеристики |
|
| Наименование параметра | Значение |
| Толщина свариваемых деталей, мм | 18…70 |
| Номинальный сварочный ток при ПВ=100%, А | 700 |
| Пределы регулирования сварочного тока, А | Определяется используемым источником питания |
| Диаметр электродной проволоки, мм | 2,5 … 3 |
| Скорость подачи электродной проволоки, м/ч | 52 … 520 |
| Скорость перемещения каретки, м/ч | 1 … 16 |
| Диапазон регулирования времени растяжки дуги, с | 0,2…1,5 |
| Диапазон регулировки поперечного суппорта, мм | ±20 |
| Диапазон регулировки продольного суппорта, мм | ±30 |
| Диапазон поперечной регулировки положения ползунов, мм | ±25 |
| Номинальное напряжение постоянного тока питания двигателей каретки и механизма подачи, В | 42 |
| Мощность привода подачи проволоки, Вт | 250 |
| Мощность привода каретки, Вт | 120 |
| Расход воды для охлаждения ползунов при давлении 2 кгс/см2, л/мин, не менее | 10 |
|
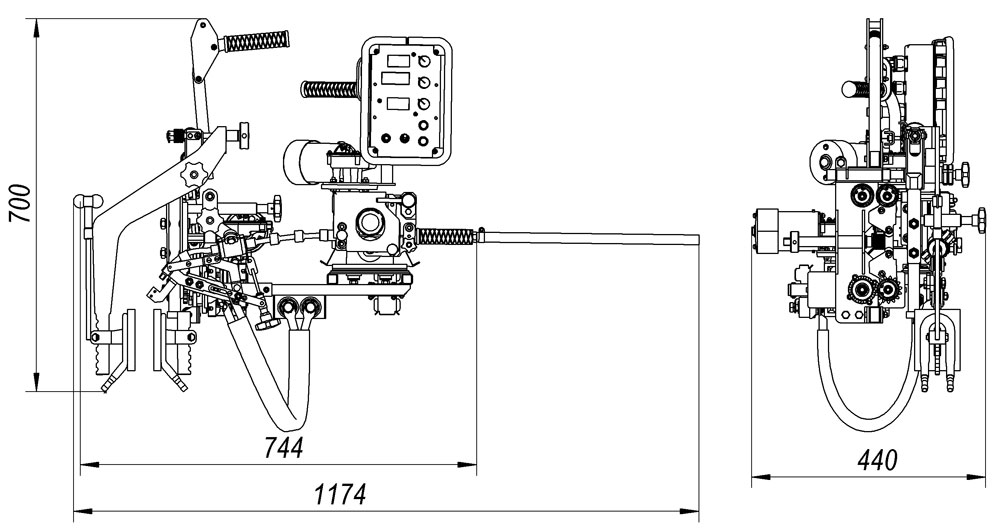
Габаритные размеры сварочной головки
(без входного направляющего канала) (ДхШхВ), мм |
744х440х700 |
| Масса сварочной головки с пультом управления, кг | 35 |
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
| Принцип работы автомата заключается в расплавлении сварочной проволоки и кромок частей свариваемого изделия теплом от расплавленного флюса, который плавится при прохождении через него электрического тока. Сварной шов формируется из расплавленного металла в сварочной ванне, которая ограничена кромками свариваемых листов и ползунами. В нижней части сварочной ванны происходит кристаллизация металла. Сварочная головка в процессе работы перемещается вдоль сварного шва. |
|
состав установки |
|
|
• Головка сварочная; • Блок управления; • Пульт управления; • Кнопка дистанционного включения перемещения; • Выпрямитель сварочный; |
• Кассета со сварочной проволокой; • Соединения электрические; • Рукава для подвода воды; • Устройство для подачи воды и контроля давления; • Запасные части и инструмент. |
|
|
|
|
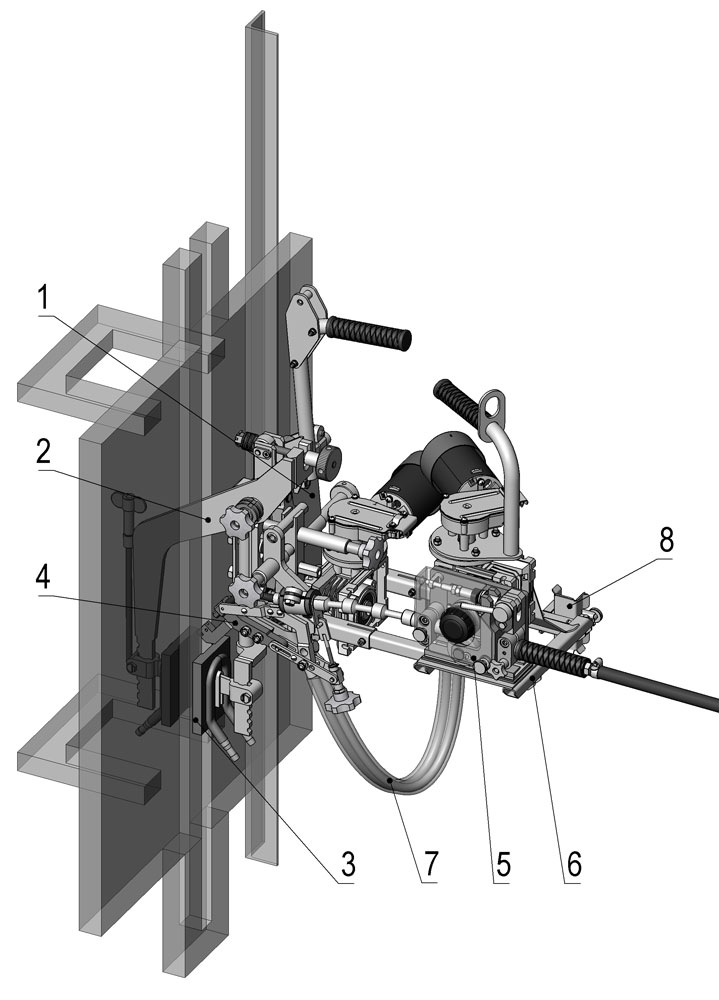
Состав и назначение составных частей головки сварочной |
|
|
Головка сварочная состоит из следующих составных частей: |
|
|
|
• Каретка с приводом 1; • Система позиционирования 2; • Ползуны 3; • Мундштук 4; • Механизм подачи проволоки 5; • Кронштейн 6; • Кабель 7; • Держатель кабеля управления 8. |
|
Общий вид, габаритные размеры |
|||
|
























|
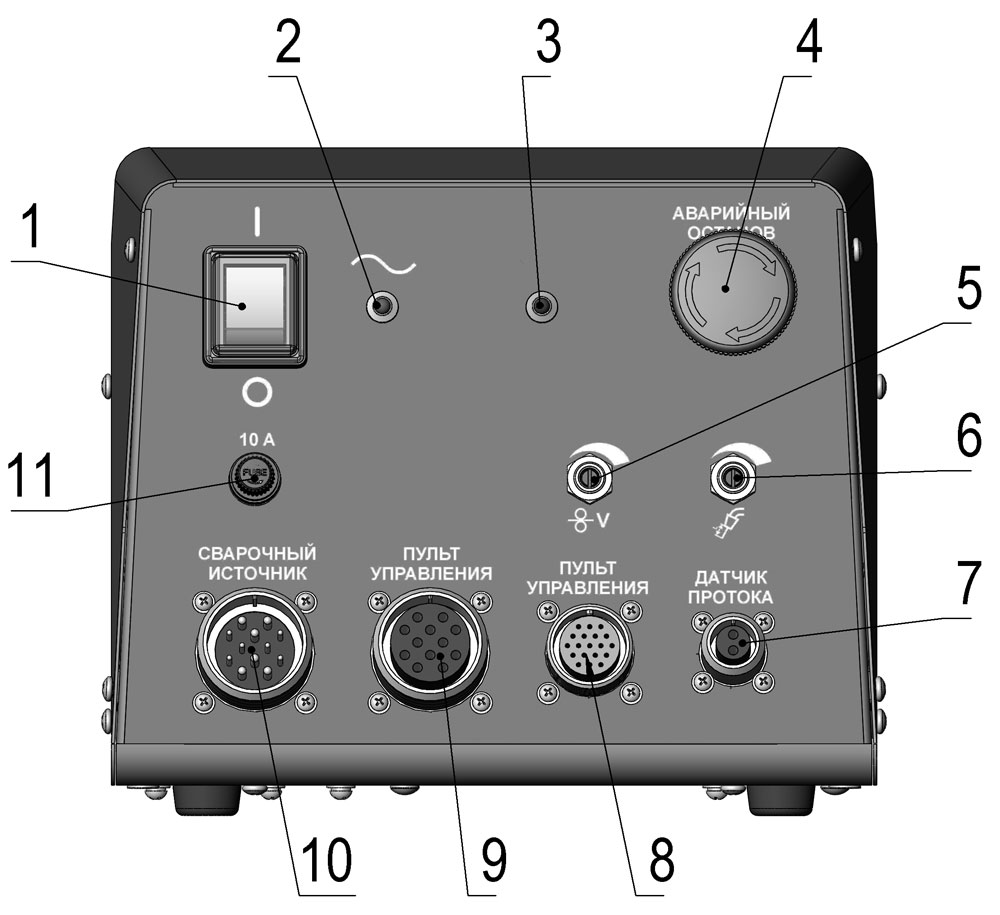
Блок управления |
|||
|
Блок управления устанавливается на сварочном источнике.
|
|||
|
На передней панели блока управления расположены следующие органы управления и контроля: |
|||
|
|
|||
|
• клавишный сетевой выключатель 1;
|
|||
|
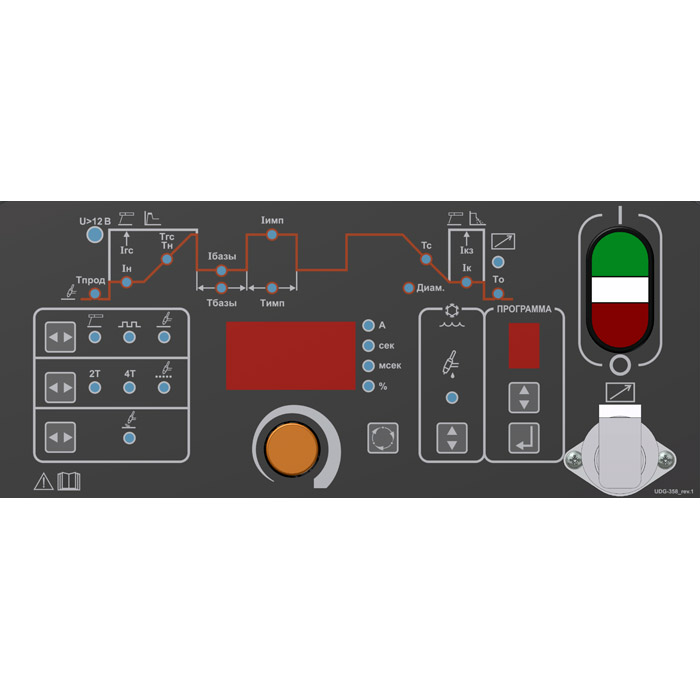
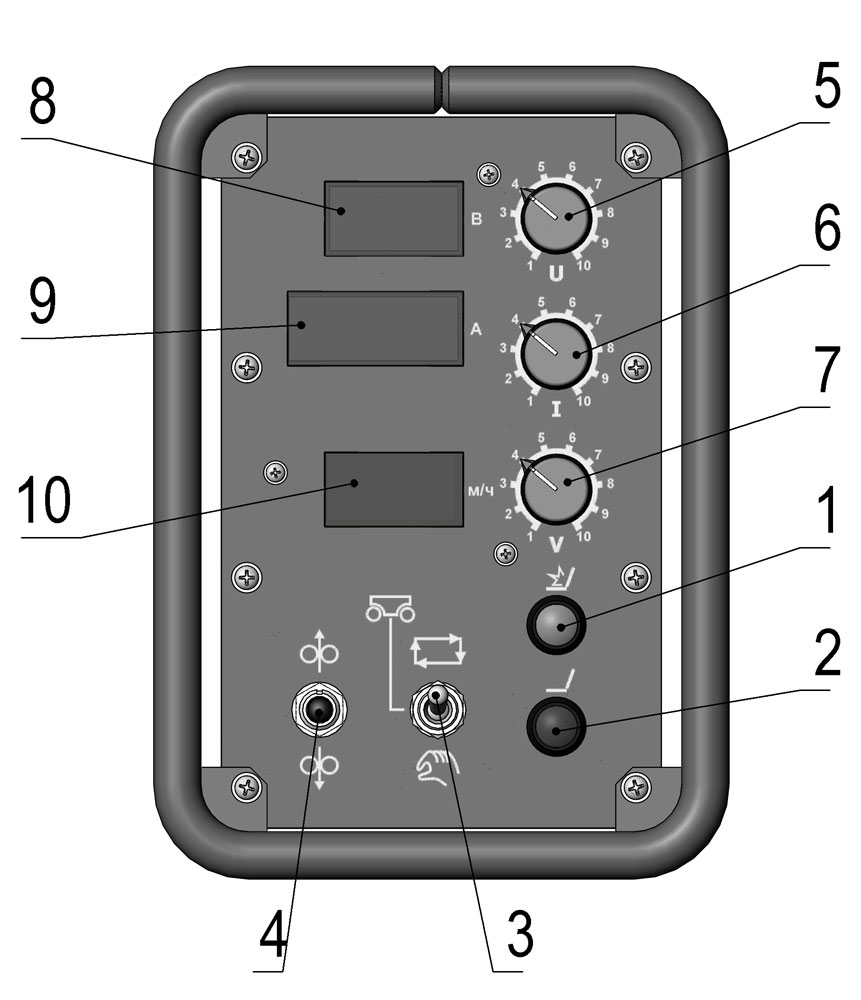
Пульт управления |
|||
|
Пульт управления предназначен для оперативного управления режимом сварки и для наладки. Установлен на стойке 7 механизма подачи проволоки.. |
|||
|
На передней панели пульта расположены следующие органы управления: |
|||
|
|
|||
|
• кнопка «ПУСК» 1 – начало сварочного процесса;
|
|||
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
| Внешний вид изделия, может отличаться от иллюстраций, представленных на сайте. | |
| Материалы размещенные на сайте носят информационный характер и не являются публичной офертой. |

