

| Сварочный инвертор ИТС-275 (исполнение HF) | Нажмите, чтобы увеличить |





|
Сварочный инвертор ИТС-275 (исполнение HF) |
|
Выпрямитель для дуговой сварки инверторный ИТС-275 (исполнение HF) предназначен для ручной дуговой сварки на постоянном токе покрытыми электродами (режим РД [MMA, (SMAW, MMAW, Stick)]), а также для аргонодуговой сварки неплавящимся электродом на постоянном токе режим РАД [TIG, (GTA, WIG)]. |
|
Основные функции, выполняемые выпрямителем:
Питание выпрямителя может осуществляться как от промышленной сети переменного тока, так и от автономного источника питания. Выпрямитель соответствует техническим условиям ТУ 3441-074-11143754-2015. |
|
Технические характеристики |
|
| Наименование параметра | Значение | ||
| Режим РД | Режим РАД | Режим КМП | |
| Напряжение питающей сети, В | 400 | ||
| Частота питающей сети, Гц | 3~50 | ||
| Номинальный сварочный ток при ПВ=100%, А | 300 | 300 | 300 |
| Наименьший сварочный ток в режиме, А | 40 | 5 | 40 |
| Наибольший сварочный ток в режиме, А | 300 | 300 | 300 |
| Пределы регулирования рабочего напряжения, В | 21,6-32 | 10,2-22 | - |
| Диаметр электрода, мм | 2,0-6,0 | 1,0-8,0 | - |
| Напряжение холостого хода, В, не более | 105 | ||
| Напряжение холостого хода в "Безопасном режиме", В | 12* | - | 12* |
| Регулирование сварочного тока | дискретное (с шагом 1 А) | ||
| Потребляемая мощность при номинальном токе, кВт, не более | 18 | ||
| Коэффициент полезного действия, %, не менее | 80 | ||
| Номинальный ток главных цепей автомата защиты (с характеристикой срабатывания электромагнитного расцепителя "D"), А | 32 | ||
| Габаритные размеры (ДхШхВ), мм, не более | 595х275х470 (в дугах) | ||
| Масса, кг, не более | 22 | ||
| *Отключение режима снижения напряжения ХХ производится через системные настройки источника. Для осуществления операции – обратиться к изготовителю. | |||
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |||
|
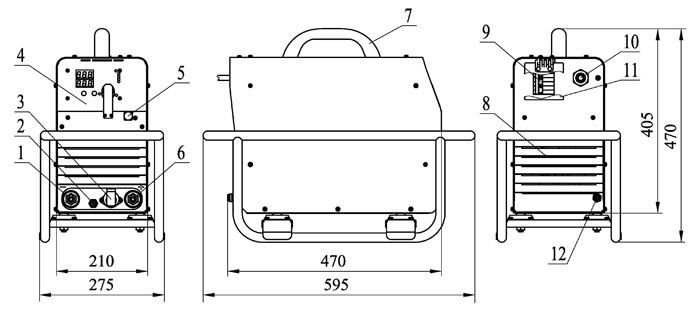
Общий вид, габаритные размеры |
|||
|
|||
|
1. Силовой разъем "-".
|
|||
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|||
|
Основой выпрямителя является высокочастотный полупроводниковый преобразователь с быстродействующей системой автоматического регулирования, поддерживающий заданные выходные параметры аппарата. Выпрямитель выполнен в металлическом корпусе, состоящем из каркаса с передней и задней панелями и съемным кожухом. Сверху кожуха установлена ручка для переноски выпрямителя в процессе его эксплуатации.
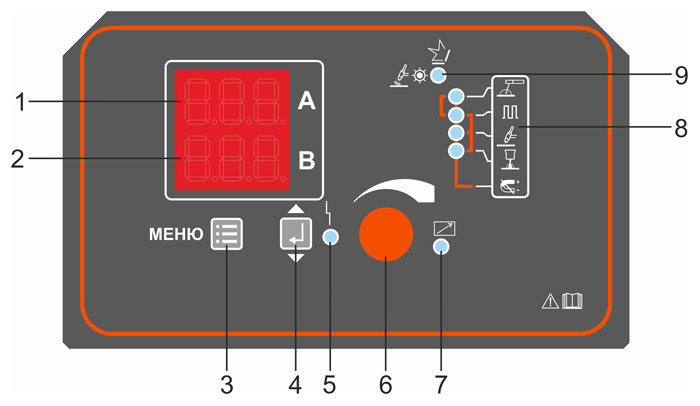
На передней панели выпрямителя расположены:
|
|||
|
|||
|
Общий вид панели управления приведен |
|||
|
1. Трехразрядный семисегментный индикатор красного цвета "ТОК (А) / ПАРАМЕТР".
|
5. Светодиод "(!)" [АВАРИЯ].
|
||
|
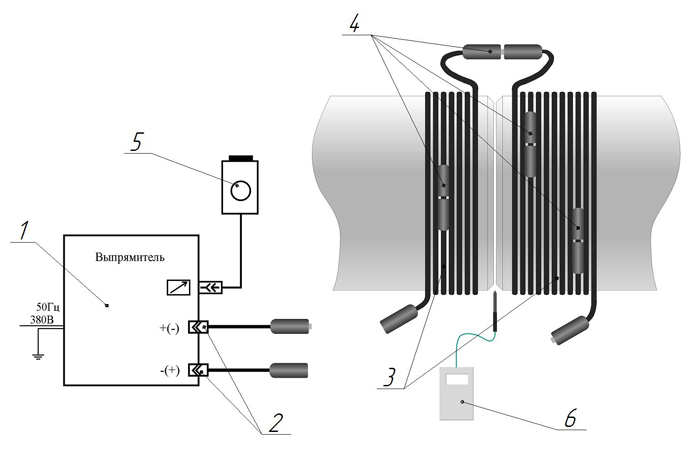
Схема подключения выпрямителя в режиме КМП |
|||
|
|||
|
1. Выпрямитель для дуговой сварки;
|
|||
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
| Внешний вид изделия, может отличаться от иллюстраций, представленных на сайте. | |
| Материалы размещенные на сайте носят информационный характер и не являются публичной офертой. |






