

| Подающие механизмы ПДГО-511 | Нажмите, чтобы увеличить |






|
ПОДАЮЩИЙ МЕХАНИЗМ ДЛЯ ДУГОВОЙ СВАРКИ ПДГО-511 |
|
Подающий механизм для дуговой сварки ПДГО-511 предназначен для дуговой сварки плавящимся электродом на постоянном токе в среде защитных газов или самозащитной порошковой проволокой изделий из малоуглеродистых и низколегированных сталей [MIG/MAG] совместно с выпрямителем для дуговой сварки (поставляется по отдельному соглашению). Подающий механизм входит в состав комплекта полуавтомата для дуговой сварки. Подающий механизм имеет независимое, плавное регулирование скорости подачи электродной проволоки, которое регулируется ручкой потенциометра, расположенного на подающем механизме. Управление осуществляется с помощью органов управления, расположенных на подающем механизме, и кнопки на горелке, возможно управление сварочным напряжением и скоростью (током) сварки с пульта дистанционного управления. |
|
ОСНОВНЫЕ ОСОБЕННОСТИ |
|
• Подающий механизм выпускается в следующих исполнениях:
- исп.35 для комплектов Х15 и Х10 предназначено для работы с порошковой электродной проволокой. В данном исполнении не функционирует тумблер "min/max" выбора диапазона регулирования скорости подачи проволоки; - исп.36 для комплектов Х15 и Х10 предназначено для работы с порошковой и сплошной электродной проволокой в среде защитных газов. В данном исполнении функционирует тумблер "min/max" выбора диапазона регулирования скорости подачи проволоки. |
|
• Подающий механизм имеет цифровую индикацию тока и напряжения для совместной работы с выпрямителями Х15:
ВД320КС серия 06 исполнение 13; ВДУ511 серия 01 исполнения 15, 16; серия 05 исполнение 18; ВДУ511 ДИСК серия 04 исполнение 10; серия 06 исполнение 20; Пионер-5000 серия 05 исполнение 03; Пионер-6000. |
| • На подающем механизме индицируются предварительные установки задания сварочного напряжения и скорости, значения сварочного тока и напряжения, а так же значения сварочного тока и напряжения и осуществляется вывод их запомненных в процессе сварки средних показаний. | • Индикация имеет режим учета падения напряжения в сварочных кабелях от выпрямителя к подающему механизму. |
| • Цифровая индикация подающего механизма работает в составе с перечисленными выше выпрямителями. В случае применения другого сварочного выпрямителя Х10, индикация выводит только предварительную установку задания скорости. | |
|
ФУНКЦИОНАЛЬНЫЕ ВОЗМОЖНОСТИ ПОДАЮЩЕГО МЕХАНИЗМА |
|||
|
Подающий механизм имеет 3 режима работы: "Заправка проволоки", "Продувка газа" и "Сварка".
|
|||
|
В режиме работы "Продувка газа" выполняется подача газа через горелку при нажатии кнопки "Продувка газа", находящейся на панели управления подающего механизма . При этом не происходит подачи сварочной проволоки и включения сварочного выпрямителя. |
|||
|
В режиме работы "Сварка" полуавтомат обеспечивает:
|
|||
|
Управление процессом сварки в режиме "Короткие швы" осуществляется кнопкой на горелке в следующей последовательности:
|
Управление процессом сварки в режиме "Длинные швы" осуществляется кнопкой на горелке в следующей последовательности:
|
||
|
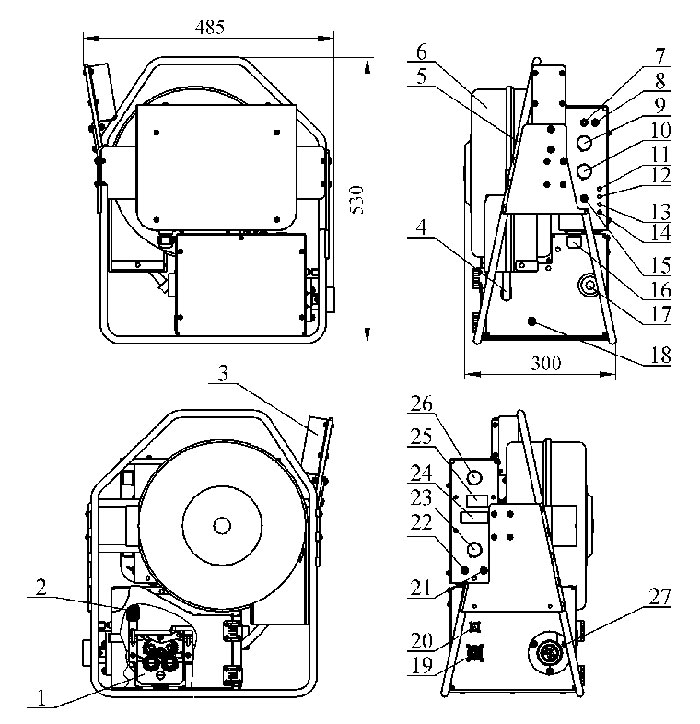
Общий вид и габаритные размеры подающего механизма |
|||
|
|||
|
1. Устройство подающее;
|
14. Потенциометр регулирования времени защиты сварочной ванны;
|
||
| + Технические характеристики |







