

| Установка для аргонодуговой сварки Транс ТИГ 500 AC/DC | Нажмите, чтобы увеличить |


Установка предназначена для аргонодуговой сварки неплавящимся электродом в среде инертных газов (режим ТИГ), а так же для ручной дуговой сварки покрытыми электродами (режим ММА) на переменном (АC) и постоянном (DC) токе всех видов металлов и сплавов. УДГУ-501 AC/DC «Транс ТИГ 500» может быть использована для воздушно-дуговой резки (строжки) угольным электродом в режиме падающей внешней характеристики.
ОСНОВНЫЕ ОСОБЕННОСТИ
• Универсальная установка для сварки всех видов металлов и сплавов
(легированные, малоуглеродистые и цветные стали, алюминий и его сплавы);
• Цифровая индикация сварочного тока с предустановкой сварочного тока;
• Прямоугольная форма напряжения обеспечивает высококачественную сварку во всех
пространственных положениях;
• Аргонодуговую сварку неплавящимся электродом обеспечивает специализированный
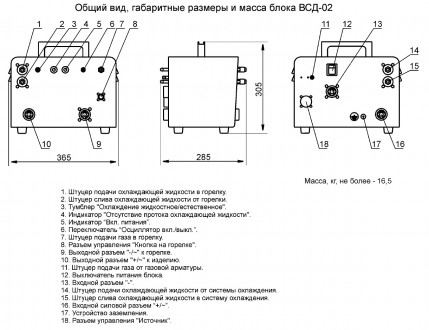
возбудитель-стабилизатор дуги ВСД-02.
• ВСД-02 обеспечивает бесконтактный поджиг дуги и включение источника с кнопки
на горелке.
• ВСД-02 обеспечивает удаление горелки от источника до 50 метров без потери
сварочных свойств.
• Наличие в ВСД-02 датчика протока охлаждающей жидкости горелки.
• Наличие на установке разъема для подключения дистанционного пульта
пульсирующей сварки ППС-01.
• Непрерывный и пульсирующий режим сварки при подключении пульта пульсирующей
сварки ППС-01;
• Плавная регулировка тока импульса, тока паузы и периода импульсов с помощью
дистанционного пульта ППС-01;
• Плавная регулировка сварочного тока;
• Широкий диапазон регулирования сварочного тока;
• Легкое возбуждение и устойчивое горение дуги;
• Возможность работы в режимах «длинные швы» и «короткие швы»;
• Регулировка оптимального соотношения очищающей и проплавляющей способности
дуги (регулировка баланса работает при сварке в режиме ТИГ на переменном токе, и
покрытыми электродами на переменном токе. При сварке в режиме ТИГ на переменном
токе регулировка баланса влияет на проплавление и очистительный эффект);
• Регулировка начального тока сварки ( плавная регулировка начального тока
сварки во всем диапазоне позволяет выбрать наилучший режим поджига дуги в
зависимости от вида выполняемых работ);
• Регулировка времени спада тока и времени продувки газа в конце сварки;
• Наличие термозащиты от перегрузки;
• Класс изоляции Н;
• Быстроразъемные, безопасные токовые разъемы;
• Современная конструкция панели управления;
• Легка и мобильна при перемещении за счет установки поворотных колес.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Наименование параметра |
Единицы измерения |
Режимы сварки |
|||
|
ТИГ |
ММА |
||||
|
AC |
DC |
AC |
DC |
||
|
Напряжение питающей сети |
В |
380 (+10 -10%) |
|||
|
Частота питающей сети |
Гц |
50 |
|||
|
Номинальный сварочный ток при ПВ% |
А |
500 (60%) |
500 (60%) |
400 (100% |
500 (60%) |
|
Пределы регулирования сварочного тока |
А |
10-500 |
10-500 |
25-400 |
25-500 |
|
Напряжение холостого хода |
В |
75 |
95 |
75 |
95 |
|
Потребляемая мощность при номинальном токе, не более |
кВА |
36 |
36 |
30 |
40 |
|
Диаметр электрода |
мм |
0,8 – 8,0 |
2,0 – 8,0 |
||
|
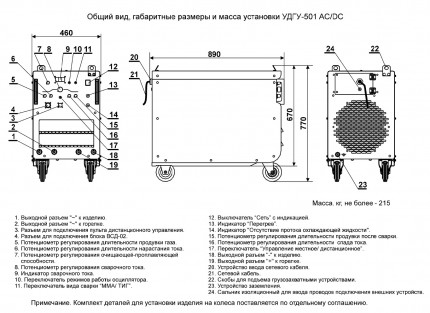
Масса, (УДГУ-501/ВСД-02) |
кг |
212 / 16,5 |
|||
|
Габариты, не более, (УДГУ-501/ВСД-02) |
мм |
895x455x770 / 285x365x305 |
|||






