
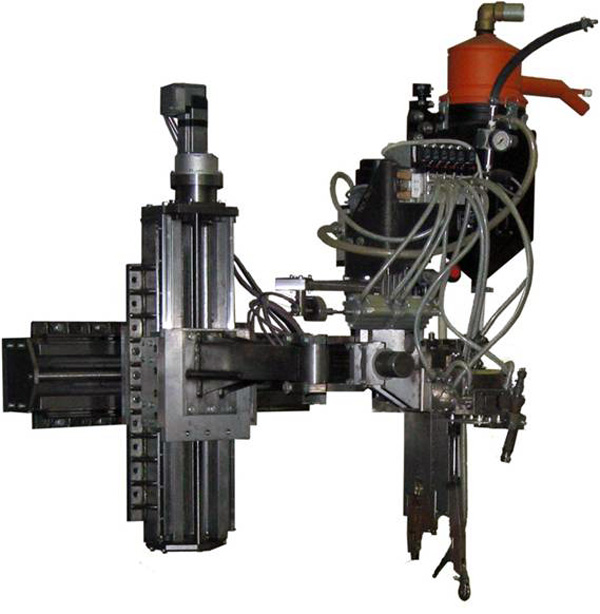
| Автомат для сварки толстостенных изделий в узкощелевую разделку АСУР-1250 | Нажмите, чтобы увеличить |


НАЗНАЧЕНИЕ
Существуют сварочные работы, к качеству выполнения которых предъявляются сверхвысокие требования. К такой категории работ, например, относится сварка толстостенных сосудов, предназначенных для работ под давлением. Ремонт дефектного сварного соединения в таком изделии экономически обходится очень дорого. Требуемый уровень качества может обеспечить только автоматическая сварка специальной сварочной системой, выполняющей процесс многопроходной сварки с высокой степенью точности и воспроизводимости, полностью исключая человеческий фактор. Для выполнения ответственных сварных соединений при производстве крупногабаритных толстостенных (до 350 мм) сосудов был разработан АСУР-1250, сварочный автомат для узкощелевой разделки (сварка под флюсом).
ОСНОВНЫЕ ОСОБЕННОСТИ
|
Сварочная головка обеспечивает высокое качество сварки благодаря: • точному контролю всех основных параметров; • надежному доступу в ограниченное пространство узкощелевой разделки за счет миниатюрных размеров сварочного мундштука и патрубка подачи флюса (ширина 14 мм); • наличию системы слежения, связанной с системой управления процессом. • точному контролю всех основных параметров; Результат: гарантия качества сварного шва, отсутствие непроваров, подрезов, шлаковых включений в металл шва и т.п. дефектов. |
СИСТЕМА УПРАВЛЕНИЯ
Имеет в своей основе процессор Siemens, который управляет рабочим циклом сварочной головки. Система управления может обеспечивать в автоматическом режиме раскладку валиков и заполнение разделки, начиная от корня шва вплоть до последних заполняющих проходов.
Система слежения, интегрированная в состав системы управления, ведет мониторинг стыка по двум осям во время сварки: вертикально (относительно дна стыка) и горизонтально относительно одной из боковых сторон стыка (по выбору) с помощью
оптико-механического датчика. Сигнал датчика используется для управления двумя моторизованными суппортами повышенной грузоподъемности. Суппорты (и вертикальный, и горизонтальный) имеют ход 500 мм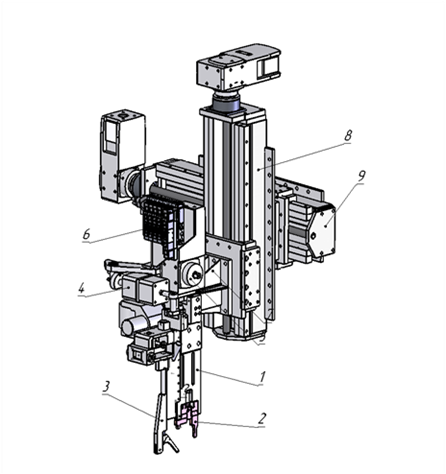 Головка для сварки в узкощелевую разделку: 1. Корпус головки; 2. Подвижный мундштук; 3. Корпус следящей системы; 4. Пневмоцилиндр установки наклона мундштука; 5. Двигатель подачи проволоки; 6. Блок пневмоаппаратуры; 7. Несущая консоль головки; 8. Вертикальный суппорт слежения; 9. Горизонтальный суппорт слежения. |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Толщина стенки свариваемых сосудов | 80…350 мм |
| Диаметры свариваемых сосудов: - 1 диапазон - 2 диапазон |
800…2000 мм 2100…6500 мм |
| Тип свариваемого шва | стыковой |
| Диаметр сварочной проволоки | 3 и 4 мм |
| Сварочный ток | 400…1000 A |
| Угол наклона электрода относительно вертикальной оси | 3,5 град |
| Максимальная глубина разделки | 350 мм |
| Ширина разделки | от 18 мм |
| Объем флюсового бункера | 10 л |
| Расход сжатого воздуха при рабочем давлении 6 кг\см2 | 350 л/мин |
| Масса головки | 160 кг |
| Точность установки вылета электрода контролируется датчиком относительно нижней поверхности стыка и составляет 1 мм. | |
Стандартная комплектация: сварочная головка АСУР-1250, шкаф управления*, система оборота флюса СОФ-1250, система подготовки воздуха (в т.ч. компрессор), датчик линейной скорости обечайки или блок совместимости с роликовыми опорами. * - Шкаф управления имеет в своем составе модули управления сварочной колонной и роликовыми опорами. |
|






