
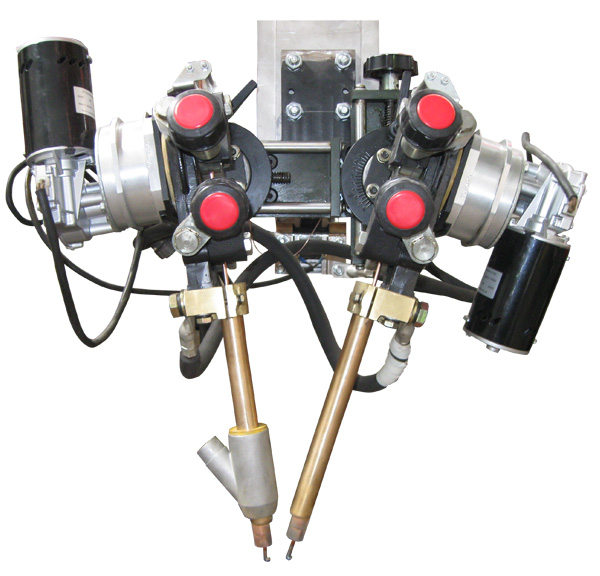
| Cварочная головка типа АДФ-2500 (Тандем) | Нажмите, чтобы увеличить |

Новое оборудование для двухдуговой сварки под флюсом
Сварка под флюсом несколькими, последовательно расположенными дугами, начала применяться в пятидесятых годах 20 века для изготовления сварных труб. При двух электродной сварке скорости возросли в 2-3 раза, а при трехэлектродной в 4-5 раз. В настоящее время при-меняют до 6 сварочных дуг. Это оборудование требует значительных капитальных затрат. Для общепромышленного применения использовалась двухдуговая сварка (тандем)-аппараты А-639, А-1412, сварочные тракторы ДТС-38 обеспечили производительность наплавки в 1,5-2 раза выше однодуговой сварки. Этот вариант характеризуется тем, что каждая из двух дуг подключается к собственному источнику тока, а подача проволок осуществляется независимыми изолированными механизмами. В качестве источников сварочного тока использовались сварочные трансформаторы типа ТДФЖ-1000 и ТДФЖ-2000. Несмотря на высокие скорости двухдуговая сварка на переменном токе не получила широкого распространения. Одной из причин является магнитное взаимодействие сварочных дуг (магнитное дутье), приводящее к снижению стабильности процесса и ухудшению формирования шва. Оборудование не отвечает современному техническому уровню и большинство типов серийно не выпускается.В связи с этим в НПФ «ИТС» проведена разработка нового поколения оборудования для двухдуговой сварки под флюсом.
|
Выбор оптимального варианта двухдуговой сварки В результате экспериментальных работ установлено, что оптимальным вариантом двухдуговой сварки является питание ведущей дуги постоянным током обратной полярности, а ведомой дуги переменным током. Дуга постоянного тока обратной полярности обладает наибольшей проплавляющей способностью, а дуга переменного тока отличается значительной производительностью наплавки. Таким образом, решаются обе задачи: проплавление толстолистового металла без разделки кромок, либо повышение производительности наплавки до 30 кг/час при заполнении глубоких разделок. Другой положительной особенностью этого варианта сварки являются автоматические колебания сварочных дуг с частотой 50 гц вдоль линии шва. Когда полярности дуг совпадают - они притягиваются, когда дуги разнополярны они отталкиваются. Благодаря этим колебаниям обеспечивается исключительно плавное очертание сварочной ванны и формируются ровные гладкие швы. Важным преимуществом двухдуговой сварки специальных сталей является возможность вести процесс при напряжении на ведущей дуге ниже оптимального значения, что обеспечивает глубокое проплавление и снижение погонной энергии. |
|
Головка для тандемной сварки под флюсом В результате экспериментальных работ спроектирована сварочная головка типа АДФ-2500 (Тандем), которая вместе с двумя источниками сварочного тока выпрямителем типа ВДУ-1250 и трансформатором ТДФЖ-1250 составляет основу сварочной установки.Главный упор при разработке головки был сделан на надёжность и удобство работы при сварке стыковых и угловых соединений в лодочку и наклонным электродом. Номинальный ток каждой дуги -1250 А, суммарный сварочный ток – 2500 А при ПВ-100%. Параметры режима устанавливаются для каждой сварочной дуги отдельно. В зависимости от конкретных задач сварочная головка может быть укомплектована различными модулями и системами: позиционирования, слежения по стыку, видеонаблюдения, флюсооборота.Головка состоит из двух независимых механизмов подачи проволок, токоподводов, механизированных и ручных суппортов .Ведущий электрод располагается вертикально, а ведомый под углом «вперед» 60-70 градусов. Углы наклона электродов и расстояние между ними можно плавно регулировать. Расстояние между электродами составляет 20-50 мм. Управление сварочной головкой осуществляется с пультов управления, которые обеспечивают заданный цикл сварки, плавную регулировку и цифровую индикацию сварочного тока, напряжения обоих сварочных дуг, а также скорости сварки. |
Источники сварочного тока
Для питания ведущей сварочной дуги предназначен сварочный выпрямитель типа ВДУ-1250, конструкция и сварочные свойства, которого завоевали популярность у потребителя. Выпрямитель ВДУ-1250 в комплекте со сварочным автоматом предназначен для сварки в среде защитных газов или для сварки и наплавки под флюсом изделий из углеродистых и малоуглеродистых сталей.Также может быть использован для воздушно дуговой резки или строжки угольным электродом. Имеет свидетельство НАКС. Является полууправляемым тиристорным выпрямителем. Обладает двумя видами жестких внешних характеристик для сварки и наплавки под слоем флюса.
Более подробно об выпрямителе ВДУ-1250 >>>
Для питания ведомой дуги предназначен сварочный трансформатор типа ТДФЖ-1250. Сварочный трансформатор ТДФЖ-1250 - источник питания, предназначенный для высокопроизводительной автоматической одно- или многодуговой сварки и наплавки на переменном токе с прямоугольной формой импульса. Одна из важнейших областей применения ТДФЖ-1250 - работы в составе автоматизированных сварочных линий. ТДФЖ-1250 успешно используется для сварки спирально-шовных труб, выполнения продольных швов при производстве труб. Трансформатор ТДФЖ-1250 позволяет производить сварку переменным током прямоугольной формы. При сварке переменным током прямоугольной формы обеспечивается повышенная скорость перехода тока через нулевое значение. При этом время прерывания дуги в момент бес-токовых пауз существенно уменьшается и, соответствен-но, резко повышается устойчивость горения дуги, а зна-чит и качество сварного шва. Прямоугольная форма тока улучшает формирование шва, снижает угловые остаточные деформации свариваемых деталей, исключает образование зоны выгнутости по оси шва при сварке по предельно допустимым зазорам, исключает эффект магнитного дутья и намагничивания свариваемого изделия.
Более подробно о трансформаторе типа ТДФЖ-1250 >>>
Технические характеристики головки типа АДФ-2500
| Номинальный сварочный ток каждой дуги, при ПВ=100%,А | 1250 |
| Суммарный сварочный ток, при ПВ=100%, А | 2500 |
| Диаметр электродной проволоки, мм | 2 - 5 |
| Пределы регулирования скорости подачи электродной проволоки, м/ч | 12 - 360 |
| Пределы регулирования скорости сварки, м/ч | 15 – 120 |
| Угол поворота сварочной головки вокруг вертикальной оси | ± 90º |
| Угол поворота сварочной головки вокруг горизонтальной оси | ± 45º |
| Угол отклонения оси токопровода от вертикальной оси | 0 - 45º (вперед) |
| Вертикальный сдвиг подающего устройства перпендикулярно шву, мм | 100 |
| Мощность, потребляемая компанентами головки, ВА, не более | 600 |







