Сотрудничество с предприятиями железнодорожного машиностроения – важное направление деятельности НПФ «ИТС». Большое количество сварочного оборудования и материалов используются как в сборочном, так и в ремонтном производстве. При этом в различных организационных структурах, депо по ремонту вагонов, локомотивов и электровозов, существуют свои специфические особенности, обусловленные типом изготавливаемых или ремонтируемых изделий.

НПФ «ИТС» располагает современными высокоэффективными технологиями и сварочным оборудованием практически для всех видов производств и номенклатуры деталей и узлов. Мы предлагаем дифференцированный подход комплектования сварочной техникой в зависимости от состава сварочного производства депо.
На сборочные производства предприятий железнодорожного машиностроения НПФ «ИТС» поставляет сварочные полуавтоматы для сплошной и порошковой проволок всех диаметров и на различные токи, специализированные машины контактной сварки, установки для пайки, а также автоматизированные комплексы дуговой сварки под слоем флюса и в защитных газах.
Основными видами работ в вагоноремонтных депо являются кузовной ремонт грузовых вагонов и нефтеналивных цистерн. В локомотиво- и электровозоремонтных депо наиболее востребована восстановительная наплавка деталей и узлов подвижного состава - надрессорных балок, пятников, боковых рам, корпусов автосцепных устройств, буксовых узлов, колесных центров локомотивов, подшипниковых мест статоров, роторов, щитов, валиков и осей различного назначения. НПФ «ИТС» имеет опыт решения данных задач и может предложить различные варианты, одним из которых является многоэлектродная технология наплавки.
Примеры оборудования для типовых сварочных работ в железнодорожной отрасли:
- полуавтоматы с источниками инверторного типа линейки «Пионер» с диапазоном сварочного тока до 600 А - универсальное оборудование для всех производств.
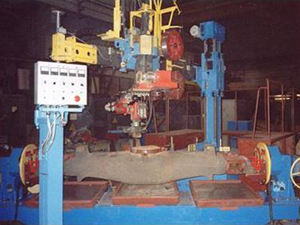
- автоматизированные 1-2-3-4-х электродные установки для наплавки плоских деталей и тел вращения под слоем флюса и в защитном газе.
- автоматизированные комплексы для сварки продольных и кольцевых швов под слоем флюса и в защитном газе.
- серийные и специализированные машины для контактной сварки.
- установки для пайки.