|
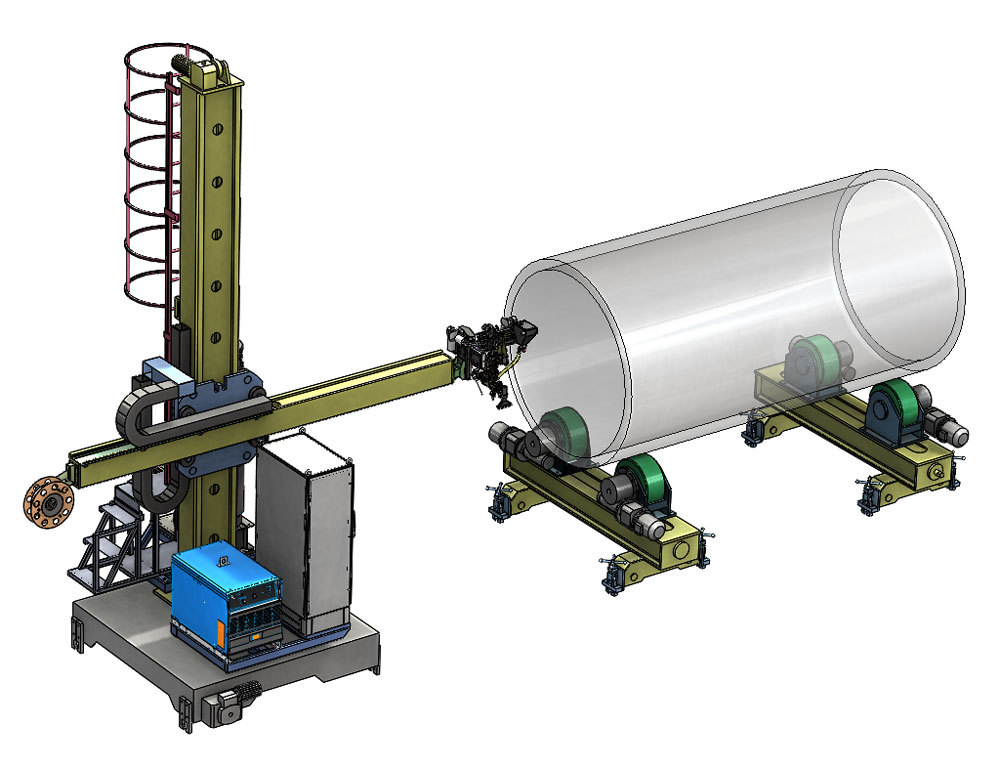
Комплекс дуговой сварки КДС-110 |
|
Комплекс дуговой сварки КДС-110 предназначен для автоматической сварки кольцевых и продольных швов под флюсом. |
|
Комплекс дуговой сварки КДС-110 предназначен для внутренней кольцевой и продольной сварки изделий диаметром от 1000 мм и для наружной кольцевой и продольной сварки изделий диаметром до 3000 мм. |
|
Комплекс изготовлен в исполнении УХЛ4 для работы в районах умеренного климата при температуре окружающего воздуха от 0°C до плюс 40°C, с относительной влажностью не более 80% при температуре плюс 20°C на высоте не более 1000 м над уровнем моря. |
|
Оборудование должно быть установлено в хорошо проветриваемом, защищённом от дождя, влажности и пыли месте, укрыто от прямых солнечных лучей и дождя. |
|
ВНЕШНИЙ ВИД КОМПЛЕКСА |
|
|
| + Технические характеристики |
|
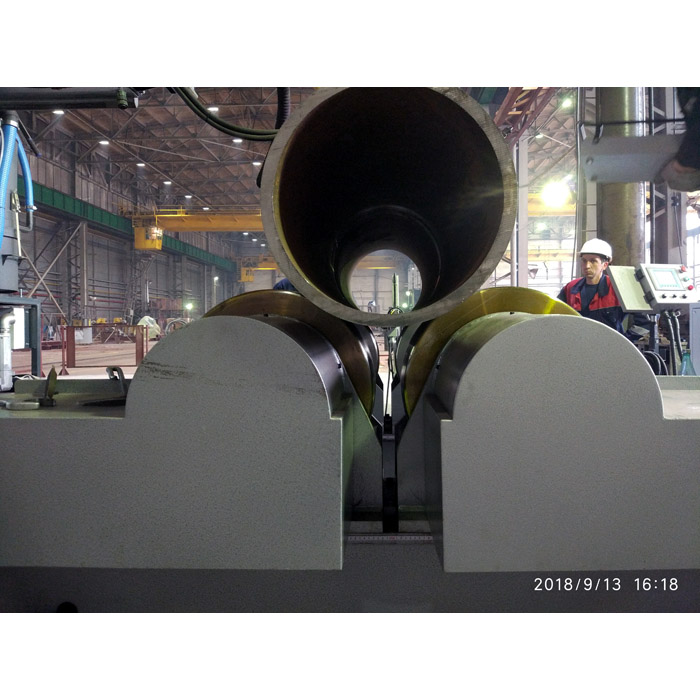
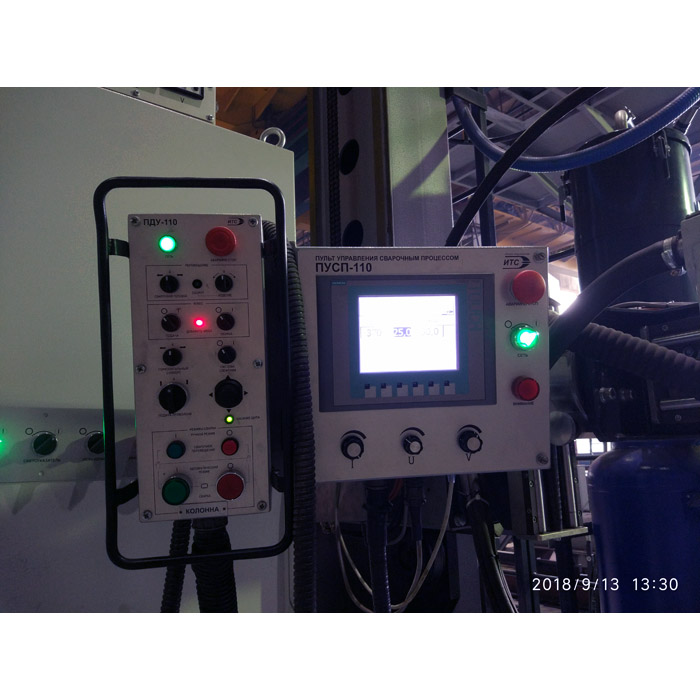
Фотографии КОМПЛЕКСа |
|
        |
|
СОСТАВ ИЗДЕЛИЯ |
Δ Наверх |
|
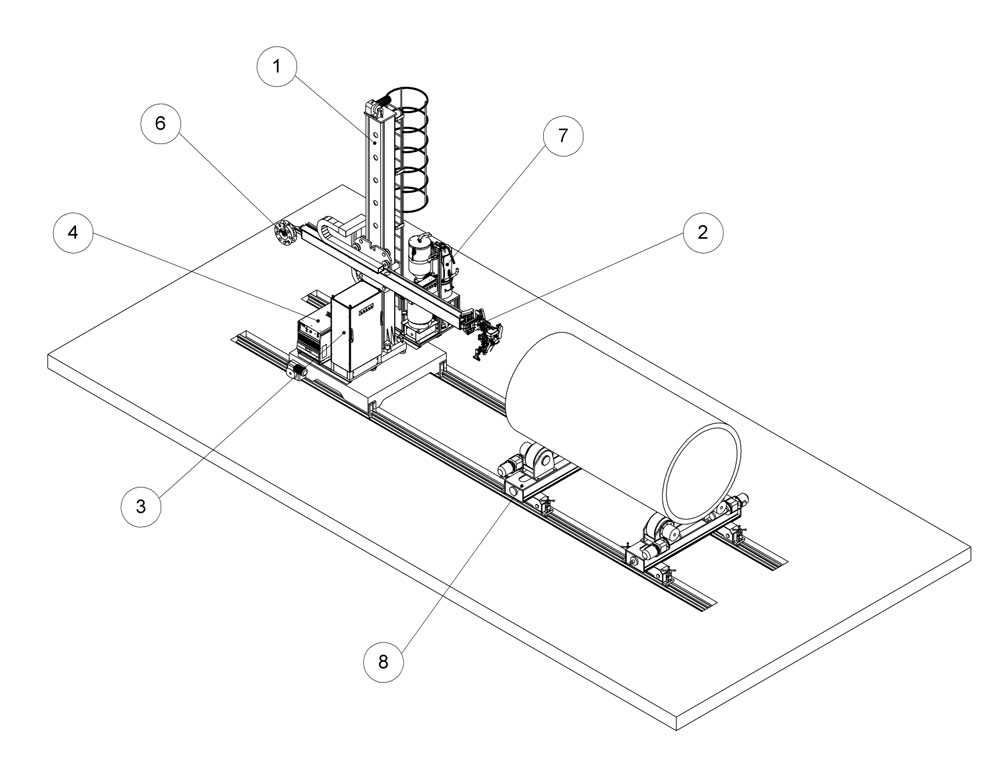
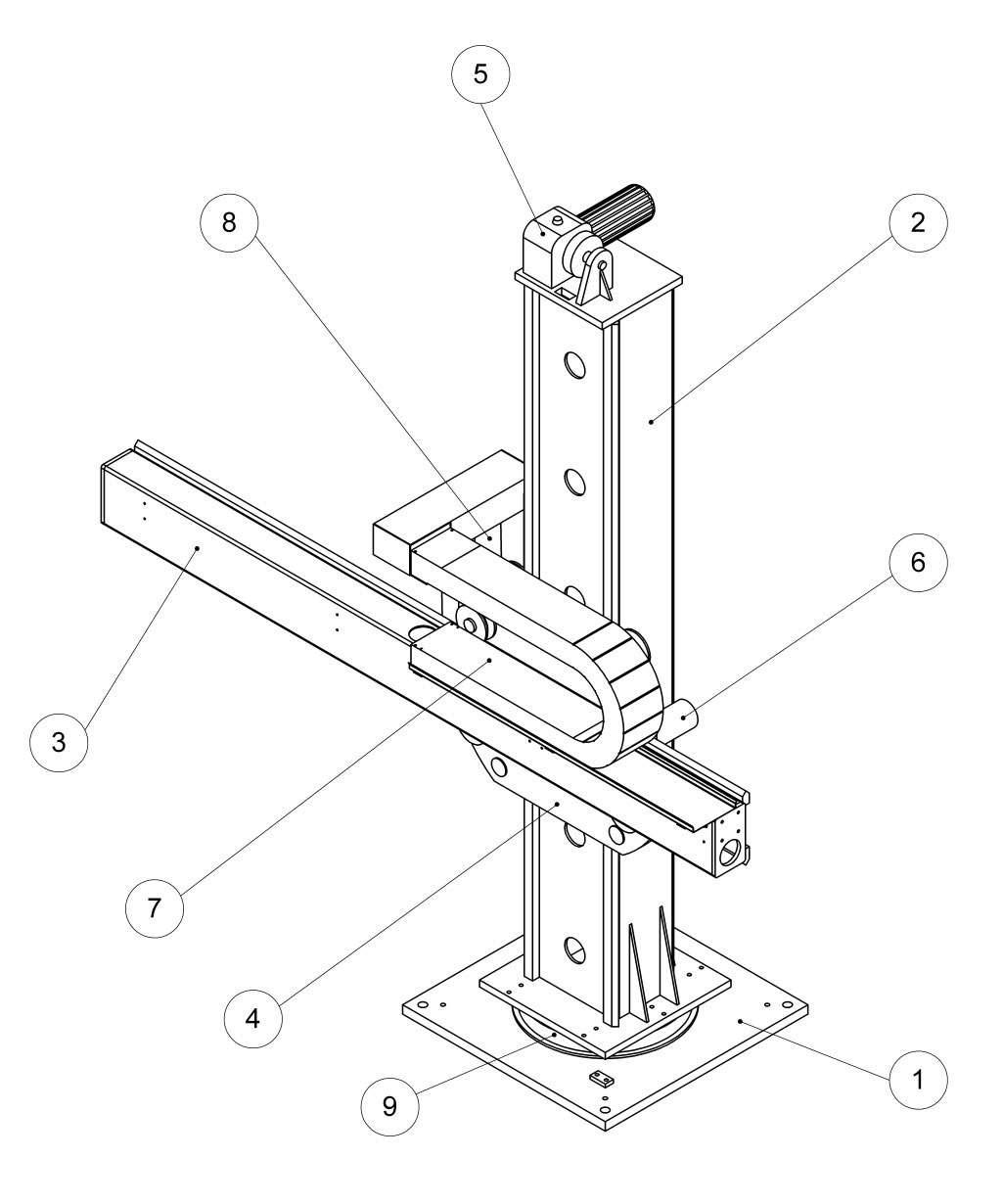
Комплекс включает в себя (см. рис. 1): |
|
|
■ колонну 1; ■ головку для кольцевой и продольной сварки 2; ■ систему управления комплексом 3; |
■ источник питания сварочной дуги 4; ■ кассету для проволоки 6; ■ стойку с флюсовым оборудованием 7; ■ опорный роликовый вращатель 8; |
|
|
|
Рис. 1. Комплекс. Общий вид |
|
| + Укрупнённый комплект поставки Комплекса |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
■ Колонна |
Δ Наверх |
|
Колонна (рис. 2) состоит из вертикальной стойки 2 (включая механизм подъёма 10, каретку 4 с приводом перемещения консоли 12, противовес, противоаварийное устройство, опорно-поворотное устройство 7 с приводом 9, устройство блокировки поворота 8, лестницу 11), приводной тележки 1 с мотор редуктором 5 и антиопрокидывающим устройством 6, горизонтальной балки (консоли) 3. Также колонна включает в свой состав горизонтальный 14 и вертикальный 13 кабелеукладчики. |
|
|
|
|
Рис. 2. Колонна |
|
|
Металлоконструкции колонны изготовлены из высокопрочной стали. Профильные направляющие обеспечивают надёжность работы конструкции при линейных перемещениях. Сварочная головка устанавливается на конец горизонтальной балки, расположенной на каретке. Противоаварийное устройство, установленное на каретке, препятствует падению балки и каретки в аварийной ситуации. |
|
|
Колонна может поворачиваться около вертикальной оси на 180° в обоих направлениях. |
|
|
Тележка представляет собой закрытую сварную раму, установленную на колёсных парах. Внутренняя полость рамы залита бетоном, в ней выполнен канал для прокладки коммуникаций.Привод перемещения установлен снаружи тележки и связан с осью колесной пары. Привод состоит из асинхронного электродвигателя и червячного редуктора. На тележке устанавливаются конечные выключатели крайних положений перемещения, а также анти опрокидывающие устройства. На корпусе рамы тележки размещается опорно-поворотное устройство. |
|
|
Опорно-поворотное устройство с устройством блокировки представляет собой нижнюю часть стойки колонны и обеспечивает поворот стойки относительно вертикальной оси и её фиксацию в любом положении. Опорно-поворотное устройство – это конструкция, состоящая из поворотного подшипникового узла и тормозного механизма. Устройство содержит корпус с посадочным отверстием, в котором установлен радиально-упорный подшипник большого диаметра. На подшипник устанавливается опорная пята, которая центрируется относительно корпуса при помощи подшипника. Корпус подшипникового узла жёстко закрепляется на раме тележки, а опорная пята, базирующаяся на внутреннем кольце подшипника, является местом установки и крепления стойки колонны. По периметру наружной цилиндрической поверхности корпуса стационарно располагается ведомое зубчатое колесо, а на опорной плите – привод поворота, состоящий из асинхронного электродвигателя и редуктора, на выходном валу которого установлена ведущая шестерня. К верхней поверхности рамы тележки прижимаются колодки, создающие тормозной момент, фиксируя положение стойки колонны. Для растормаживания опорно-поворотного устройства с целью поворота колонны тормозные колодки отводятся с помощью пневмоцилиндров, смонтированных на опорной плите. |
|
|
Стойка представляет собой коробчатую сварную конструкцию с приваренными профильными направляющими, по которым осуществляется вертикальное перемещение каретки. Стойка снабжена конечными выключателями крайних положений каретки и жёсткими упорами на случай отказа конечных выключателей. В боковых стенках стойки выполнены отверстия для её транспортировки и установки в вертикальное положение при монтаже, а также для протяжки через неё монтажных частей и коммуникаций. На боковой поверхности стойки установлена лестница. |
|
|
Механизм подъёма предназначен для вертикального перемещения каретки с горизонтальной балкой (консолью). Привод механизма подъёма включает в себя асинхронный электродвигатель, соединённый с двухступенчатым червячным редуктором. На выходном валу редуктора установлены звёздочки, которые взаимодействуют с цепями подвески, на один конец которых подвешивается каретка, а на другой – противовес. |
|
|
Каретка устанавливается на стойку и посредством цепей соединяется с механизмом подъёма. Каретка – это плита, снабжённая восемью осями, на которых смонтированы ролики. Первая группа из четырех роликов предназначена для направления перемещения каретки по стойке, а вторая группа – для направления перемещения горизонтальной балки (консоли) по каретке. В каждой группе два ролика установлены на эксцентриках, что позволяет обеспечить плотное прилегание профильных направляющих к поверхностям качения роликов. На каретке установлен привод перемещения горизонтальной балки (консоли), состоящий из асинхронного электродвигателя и планетарного редуктора. Шестерня, установленная на выходном валу редуктора, зацепляется с рейкой балки. На каретке установлены конечные выключатели крайних положений балки и упоры, взаимодействующие с конечными выключателями крайних положений каретки по высоте, установленными на стойке. На каретке также есть противоаварийное устройство, которое, при разрыве подъёмной цепи или редуктора, под действием пружин безопасности вводит эксцентрики в плотный кон-такт с направляющими стойки, во избежание падения каретки вместе с балкой. |
|
|
Горизонтальная балка (консоль) устанавливается в направляющих роликах каретки. Представляет собой коробчатую сварную конструкцию с приваренными профильными направляющими. К балке прикреплена составная зубчатая рейка, с которой зацепляется выход-ная шестерня привода перемещения балки, установленного на каретке. Балка снабжена упорами крайних положений, взаимодействующими с конечными выключателями, установленными на каретке, и жёсткими упорами на случай отказа конечных выключателей. |
|
|
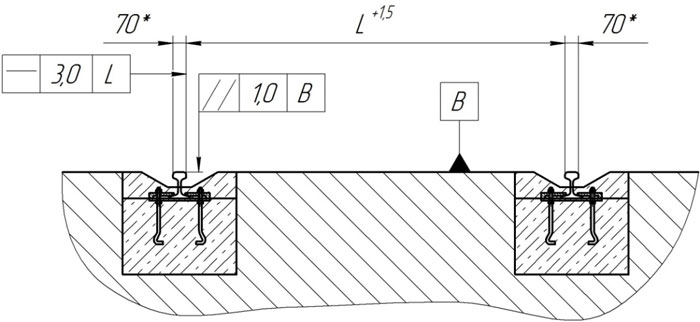
Колонна располагается на рельсовом пути. Необходимо периодически контролировать расстояние между рельсами и их прямолинейность (см. рис. 3). |
|
|
|
|
Рис. 3. Рельсовый путь. Контрольные размеры |
|
■ Головка |
Δ Наверх |
|
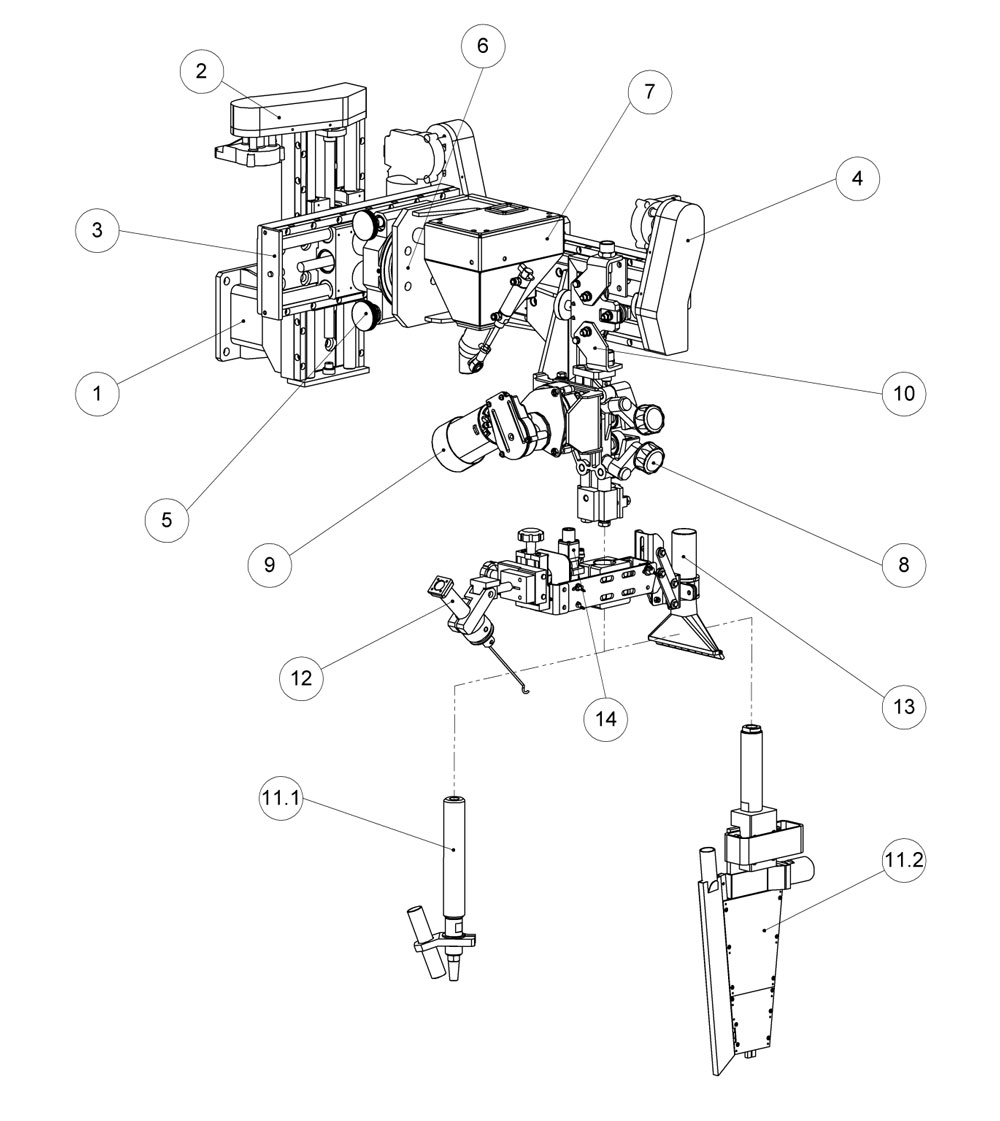
Головка предназначена для кольцевой и продольной сварки изделий диаметром от 1000 мм. |
|
|
Головка (рис. 4) включает в свой состав: монтажный кронштейн 1; вертикальный суппорт 2; горизонтальные суппорта 3 и 4; поворотный суппорт 5; набор кронштейнов 6; промежуточный флюсовый бункер 7; подающий механизм 8 с приводом 9; правильное устройство 10; набор сменных мундштуков: для обычной разделки 11.1 и для узкой разделки 11.2; тактильный датчик системы слежения за стыком 12; сопло флюсосбора 13 и светоуказатель 14. |
|
|
|
|
Рис. 4. Головка |
|
|
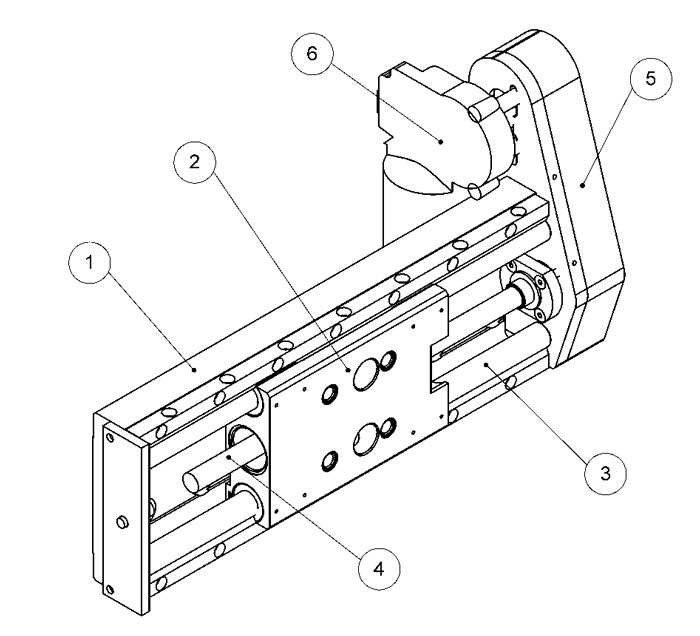
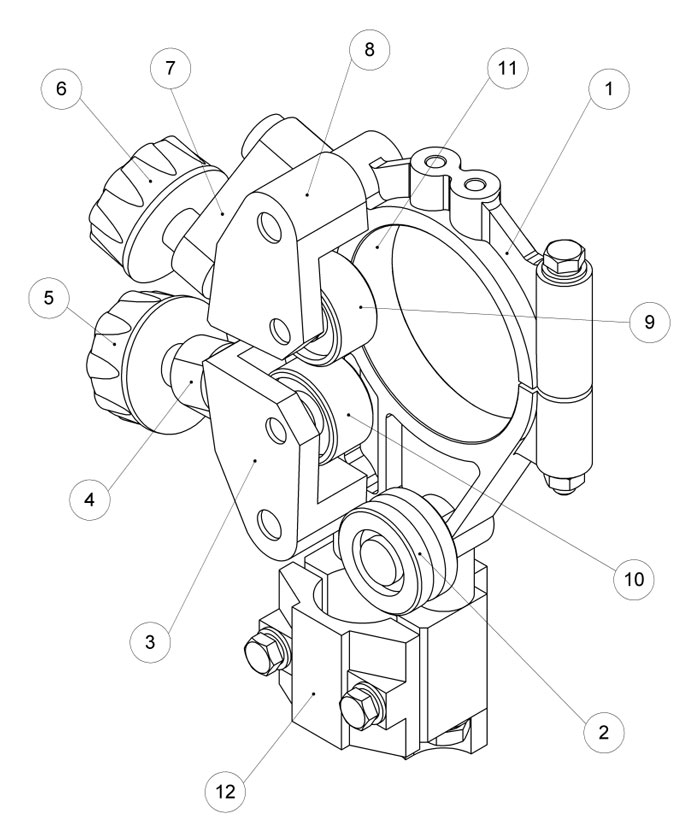
Суппорт (рис. 5) предназначен для позиционирования головки относительно изделия, а так же является исполнительным механизмом системы слежения за стыком. | |
|
|
|
Рис. 5. Суппорт |
|
|
Основными составными частями суппорта являются: основание 1, ползун 2, направляющие для перемещения ползуна 3, передача винт-гайка 4, опоры крепления винта 5 и привод перемещения ползуна 6.Винтовая передача защищена от попадания пыли при помощи спиралей (на рис. не показаны). Крутящий момент с выходного вала привода передаётся на винт перемещения ползуна при помощи ременной передачи. | |
|
Подающее устройство (рис. 6) включает в себя:
| |
|
Усилие поджатия прижимного ролика к ведущему регулируется с помощью подпружиненного толкателя, завинченного в поворотный рычаг 7 рукояткой 6прижимного ролика 9, а величина прогиба электродной проволоки при правке устанавливается с помощью толкателя, завинченного в поворотный рычаг 4 рукояткой 5 правильного ролика 10. | |
|
Для заправки электродной проволоки в канавку ведущего ролика и в токоподвод следует освободить скобы правильного 3 и прижимного 8 роликов, вывинчивая толкатели, удерживающие эти скобы; затем рычаги 4 и 7 с толкателями правильного и прижимного роликов отводятся в сторону, после этого отводятся скобы. | |
|
|
|
Рис. 6. Подающее устройство |
|
|
После заправки проволоки скобы 3 и 8, рычаги 4 и 7 устанавливаются в рабочее положение, а с помощью рукоятки прижимного ролика 6 и рукоятки правильного ролика 5 создаются усилие прижима и величина правки электродной проволоки в зависимости от её диаметра. Когда правильная часть устройства отрегулирована, проволока выходит из токоподвода прямой. | |
|
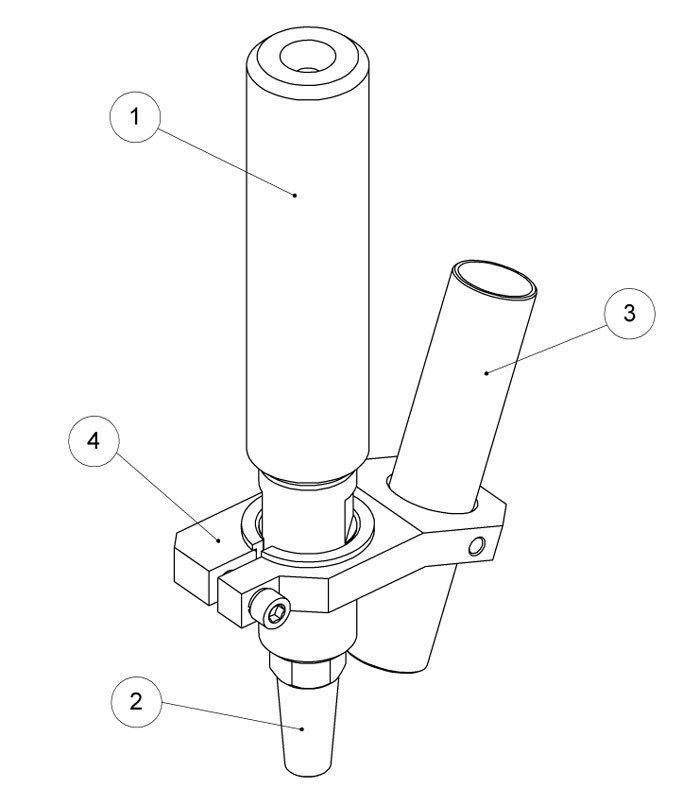
Мундштук (см. рис. 7 и 8) предназначен для направления проволоки и флюса непосредственно в зону сварки, а также для обеспечения токоподвода к проволоке. Мундштук для обычной разделки (рис. 7) включает в свой состав: корпус 1 со съемным наконечником 2 и сопло подачи флюса 3, закрепленное на клемме 4. | |
|
|
|
Рис. 7. Мундштук |
|
|
Мундштук для узкой разделки (рис. 8) включает в свой состав: корпус 1, пару токоподводящих щечек 2 со сменными вкладышами 3, механизм настройки усилия прижима губок к проволоке 4, изоляционный коробку 5 и патрубок подачи флюса 6. | |
|
Правильное устройство (рис. 9) включает в себя корпус 1, два стационарных ролика 2, центральный правильный ролик 3, перемещаемый при помощи рукоятки 4. Усилие поджатия центрального правильного ролика 3 и, соответственно, величина прогиба проволоки регулируется смещением центрального ролика относительно оси подачи при помощи рукоятки 4. В случае правильной настройки усилия проволока должна выходить из мундштука-токоподвода прямой. | |
|
|
|
Рис. 8. Мундштук для узкой разделки |
Рис. 9. Правильное устройство |
|
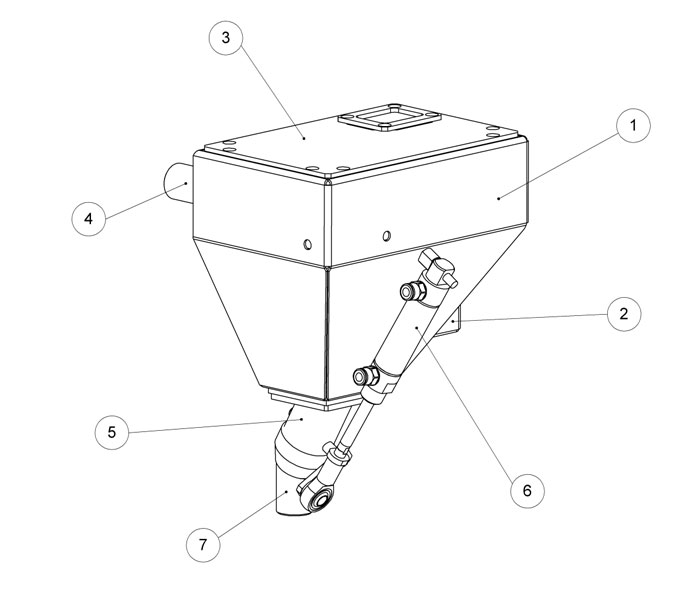
Бункер-питатель флюсовый (рис. 10) служит для подачи флюса непосредственно в зону сварки, а также для сброса избыточного давления в магистрали подачи флюса, что позволяет подавать флюс в зону сварки самоссыпанием.
Основные составные части бункера:
В задней части корпуса имеется патрубок для присоединения шланга подачи флюса. Поступая в корпус, флюс попадает в отбойник и ссыпается в нижнюю часть бункера, избыточное давление сбрасывается через соответствующее окно, снабжённое мелкоячеистой сеткой. | |
|
|
|
Рис. 10. Бункер-питатель флюсовый |
|
|
Пневматический затвор поворотного типа позволяет открывать и закрывать подачу флюса дистанционно. | |
|
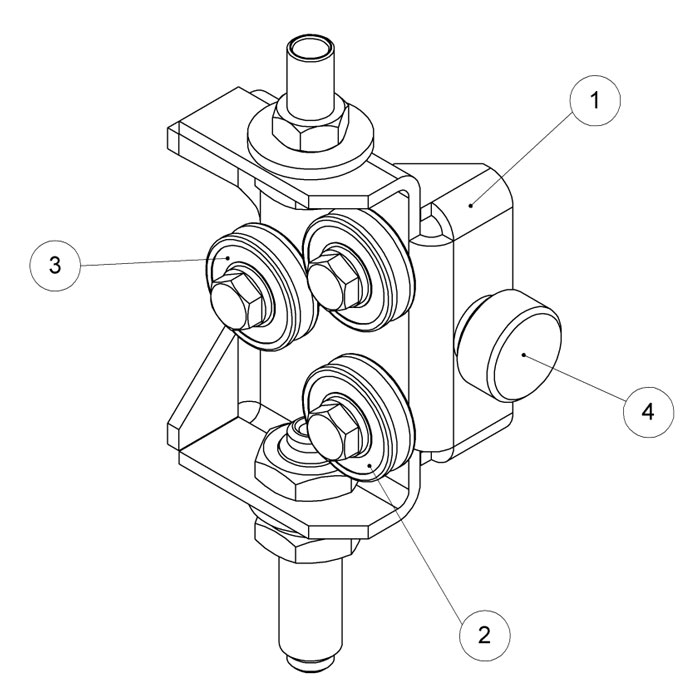
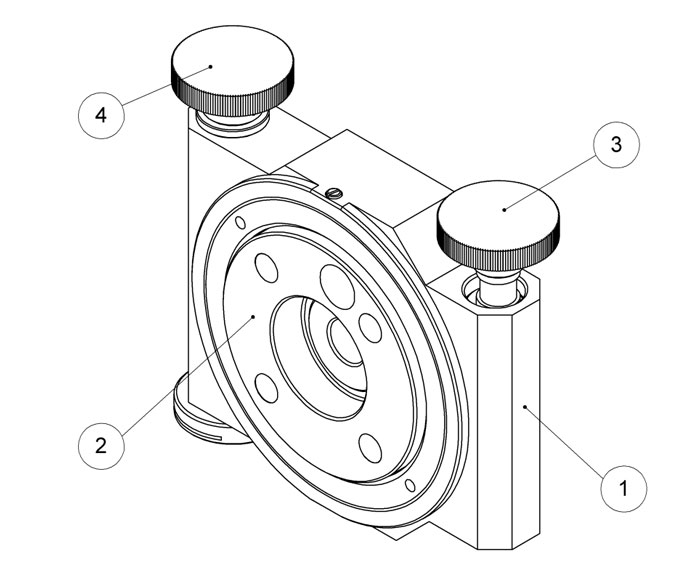
Поворотный суппорт (рис. 11) предназначен для наклона головки. Угол наклона регулируется плавно.
Основными составными частями суппорта являются:
В основании суппорта и в поворотном фланце имеются по четыре крепёжных отверстия. Для поворота фланца необходимо при помощи рукоятки 3 ослабить механизм стопорения и при помощи рукоятки 4 повернуть фланец на нужный угол. После этого необходимо зафиксировать его положение, затянув рукоятку 3. | |
|
|
|
Рис. 11. Поворотный суппорт |
|
|
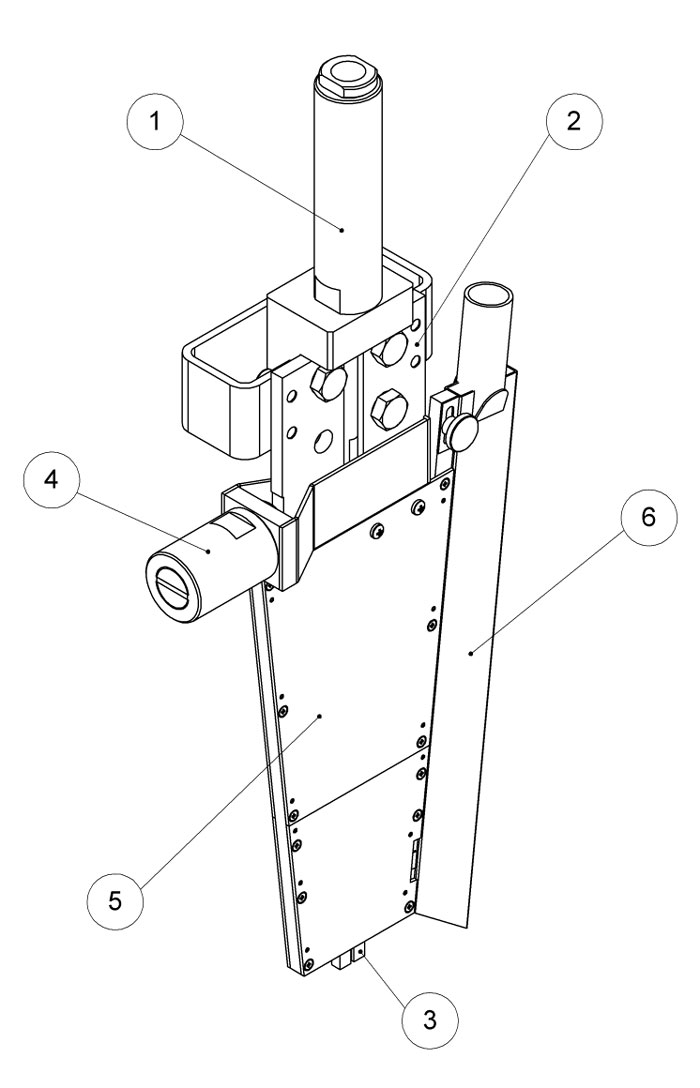
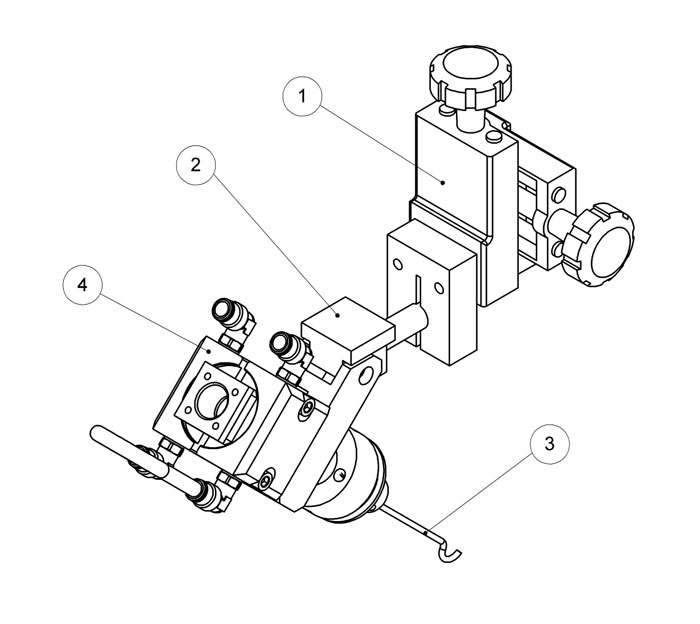
Датчик системы слежения с подвеской (рис. 12). Датчик 3 является управляющим элементом системы слежения. Датчик закреплён в подпружиненной клемме 2, которая в свою очередь установлена на 2-координатном суппорте 1. Суппорт служит для точного позиционирования датчика на поверхности изделия. Колодка водяного охлаждения 4 предотвращает перегрев внутренних деталей датчика (поставляется по заказу). Подвеска датчика снабжена вертикальным и горизонтальным ручными суппортами 1 малого хода для точной настройки величины вылета ленты/проволоки при включенной системе слежения и контакте датчика с поверхностью изделия. | |
|
|
|
Рис. 12. Датчик системы слежения |
|
|
■ Система флюсооборота |
Δ Наверх |
|
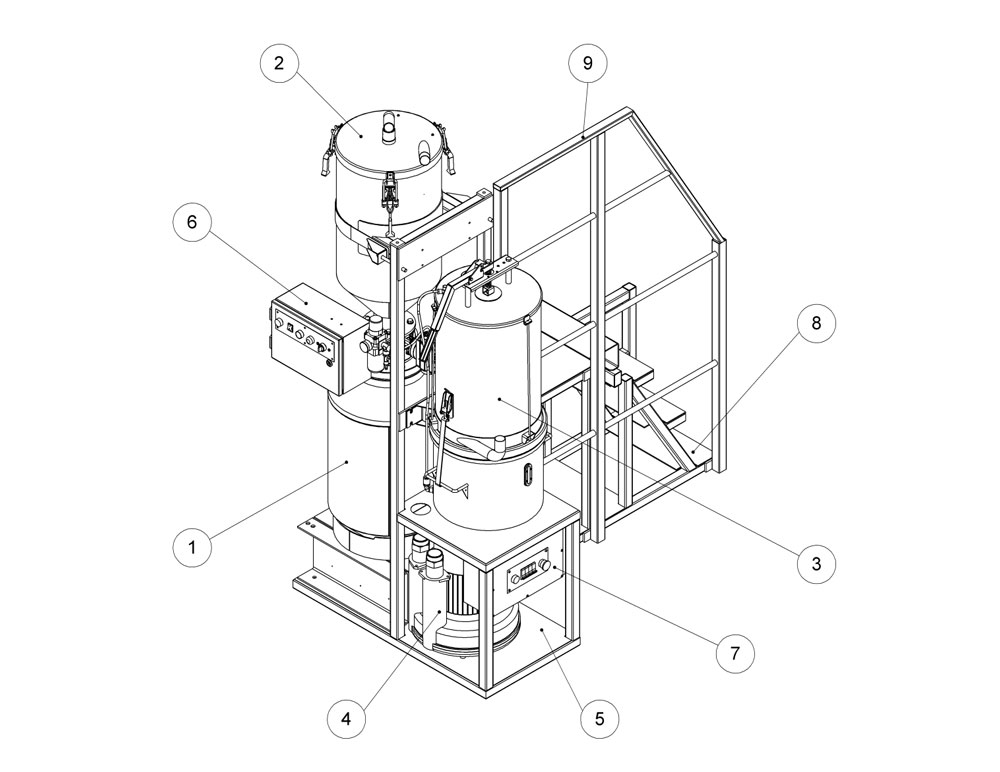
Система флюсооборота предназначена для подачи флюса в место сварки, а так же для сбора остатков флюса в бак (накопитель) для его дальнейшего использования. Система является пневматической и включает в свой состав бак-питатель являющийся сосудом работающим под давлением. Система флюсооборота (рис. 13) состоит из рамы 5, на которой расположены: бак-питатель СОФ 1, накопитель 2 с поворотным автоматическим затвором, фильтр-пылесборник (ПУА) 3, центробежный вентилятор 4, блок управления 6 и блок питания вентилятора 7, сопел флюсоподачи и флюсосбора, установленных на головке, комплекта рукавов, соединяющих все части системы между собой. Для удобства обслуживания и засыпания флюса в бак к раме системы крепится лестница 8 с перилами 9. В состав системы также входят магистральный фильтр, осушитель и блок подготовки воздуха (БПВ) (на рис. не показаны). |
|
|
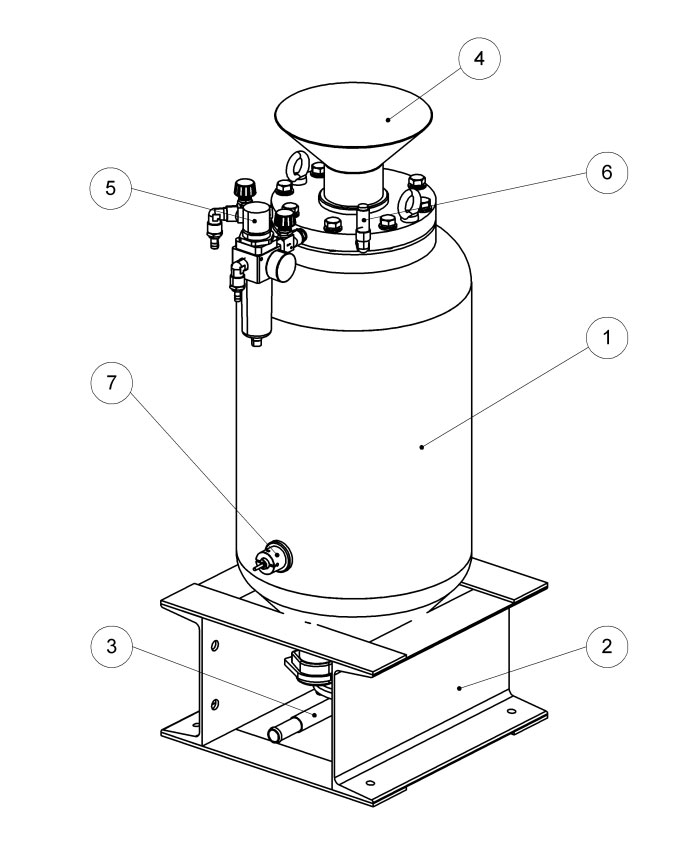
Бак-питатель системы флюсооборота (рис. 14) состоит из ёмкости 1, подставки 2, подающего патрубка 3, воронки для засыпания флюса 4, блока подготовки воздуха 5, предохранительного клапана 6, датчика наличия флюса 7, а также блока управления и теплоэлектронагревателей (ТЭНов) (на рис. условно не показаны). |
|
|
|
|
Рис. 13. Стойка системы флюсооборота |
|
|
|
|
Рис. 14. Бак-питатель системы флюсооборота |
|
|
Бак служит для хранения, подогрева, а также подачи флюса к головке. При подаче воздуха в бак в нём создается избыточное давление, которое закрывает клапан в верхней части ёмкости и выдавливает флюс через подающий патрубок. При возникновении в баке давления, превышающего рабочее, оно сбрасывается через предохранительный клапан. В нижней части бака установлены два трубчатых электронагревателя (ТЭНы), которые подогревают флюс, что препятствует его слипанию и способствует беспрепятственной подаче к месту сварки. Диапазон температур нагрева флюса составляет 40...50 °С, при этом максимальная температура нагрева ТЭНов составляет 250 °С. |
|
|
Принцип работы системы флюсооборота Подача флюса в зону сварки: при включении подачи флюса в бак-питатель начинает поступать воздух под давлением (при этом открывается пневматический затвор, если установлен, на бункере-питателе непосредственно установленном на головке). При достижении оп-ределенного давления клапан в верхней крышке бака закрывается и флюс начинает поступать по рукаву в бункер-питатель головки из которого самоссыпанием попадает в ссыпное сопло при сварке проволокой. Уборка флюса из зоны сварки: при включении уборки флюса включается центробежный вентилятор, который создает разряжение в системе. Остатки флюса собираются специальным соплом установленном непосредственно на головке, которое соединено с баком-накопителем. Накопитель в свою очередь соединен с фильтром-пылесборником, а фильтр – с центробежным вентилятором. Попадая в накопитель крупные части флюса (корка) задерживаются на специальной сетке, а мелкая фракция (пригодная к повторному использованию) попадает в нижнюю часть бака. Самая мелкая фракция (пыль) попадает в фильтр-пылесборник, на выходе из которого остается чистый воздух, который проходя через центробежный вентилятор попадает в атмосферу. |
|
|
Работа с системой флюсооборота:
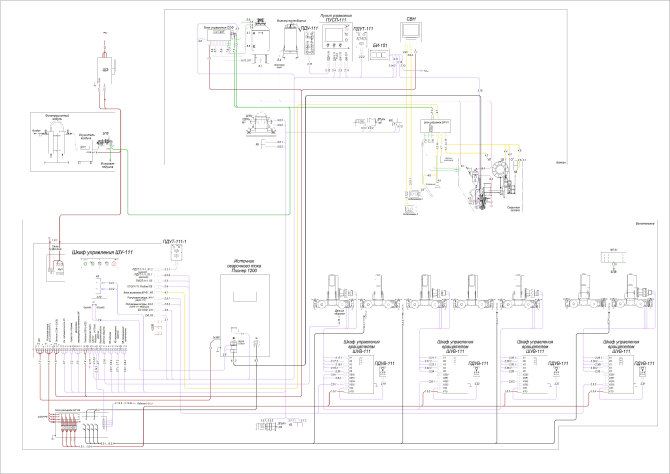
- подключите компоненты системы флюсооборота согласно схеме (рис. 15);
|
|
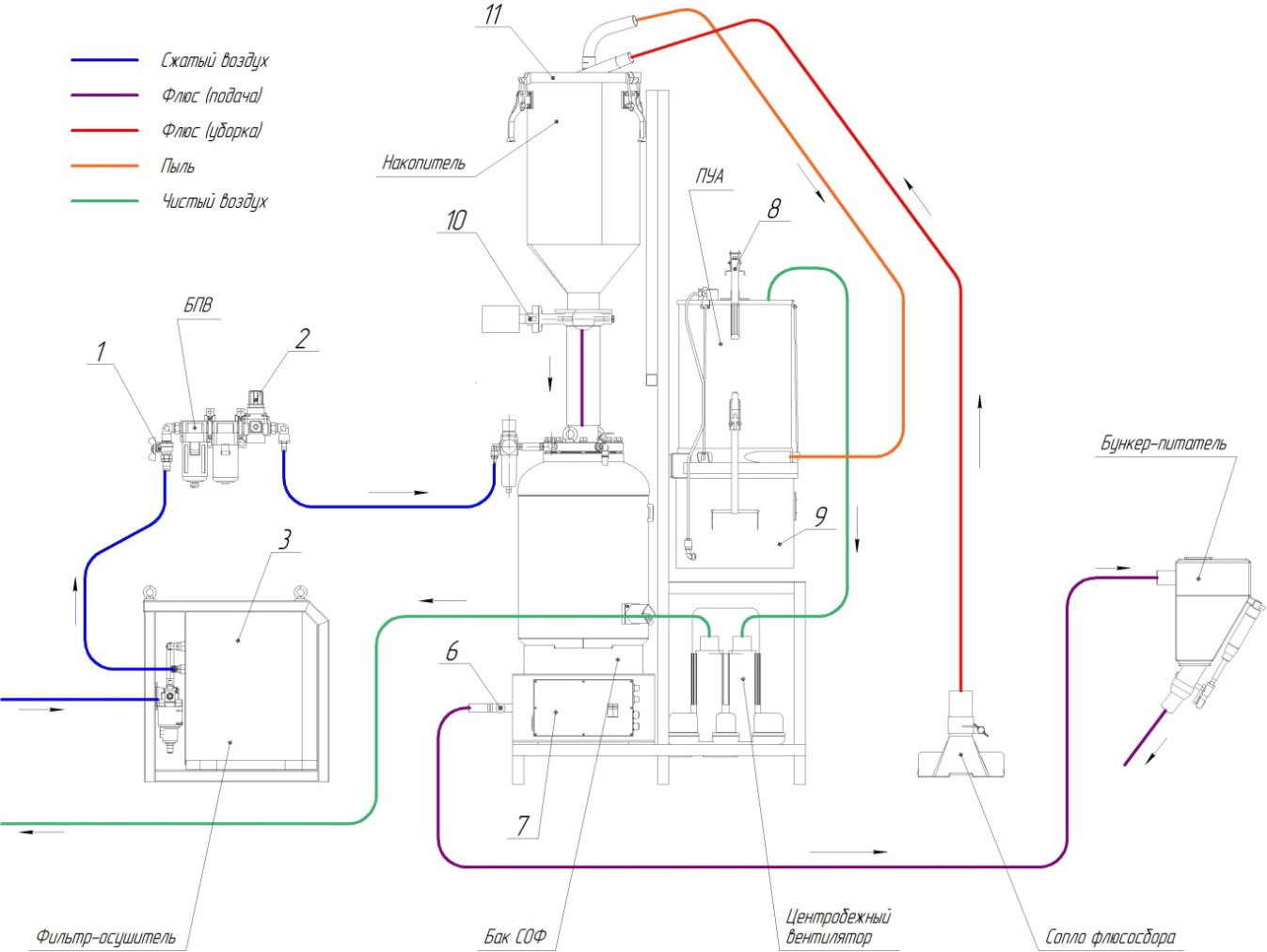
Рис. 15. Схема подключения системы флюсооборота (Нажмите на картинку, чтобы открыть изображение в полном размере) |
|
|
|
|
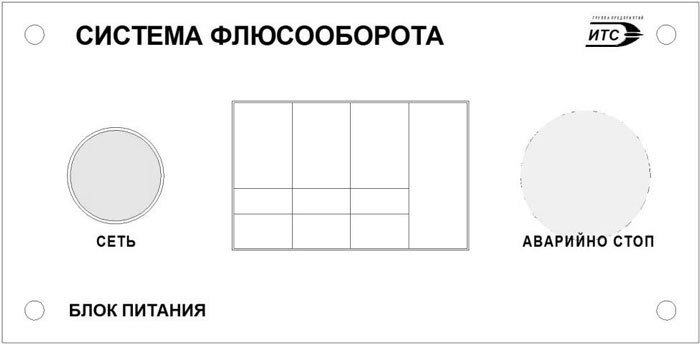
Рис. 16. Блок питания системы флюсооборота. Лицевая панель |
|

|
|
|
Рис. 17. Блок управления системы флюсооборота. Лицевая панель |
|
■ Система управления Комплексом |
Δ Наверх |
|
Система управления Комплексом включает в себя следующие блоки: |
|
|
■ шкаф управления сварочной колонной ШУ-110; ■ пульт управления сварочным процессом ПУСП-110; ■ пульты дистанционного управления сварочным процессом ПДУ-110; |
■ пульт дистанционного управления колонной ПДУК-110; ■ пульт дистанционного управления сварочным процессом ПДУ-107; ■ пульт дистанционного управления вращателем ПДУВ-110; ■ измерительные блоки БИ-151. |
|
К системе управления относятся также и источники питания сварочного тока. |
|
|
Система управления обеспечивает:
■ работу в автоматическом, автоматическом без сварки, ручном и наладочном режимах;
|
|
|
Шкаф управления ШУ-110 состоит из корпуса, лицевой панели, монтажной панели и панели с разъемами. |
|
|
|
|
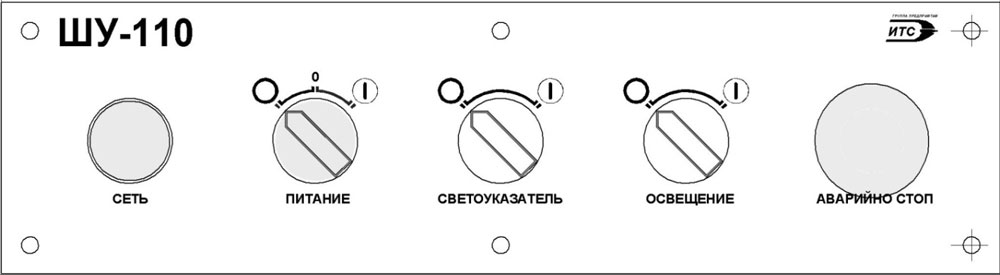
Рис. 18. Шкаф управления ШУ-110. Лицевая панель |
|
|
На передней панели шкафа (рис. 18) расположены: лампа-индикатор «Сеть»; переключатель «Питание»; два переключателя для включения светоуказателя и общего освещения; кнопка аварийного прекращения работы «Аварийно стоп». Шкаф управления расположен на поворотном основании стойки колонны. Электрическая схема шкафа приведена в приложении. Работа со шкафом управления:
- Для включения шкафа управления используйте переключатель «Питание».
|
|
|
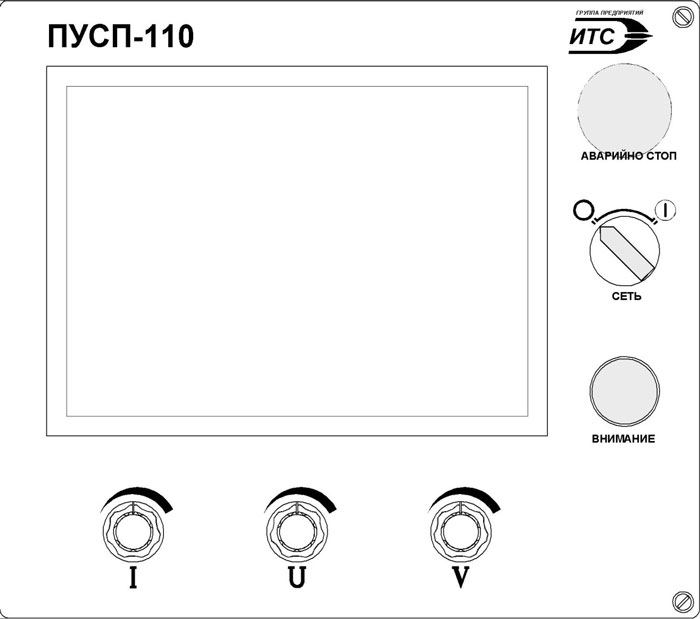
Пульт управления ПУСП-110 (рис. 35). |
|
|
Пульт управления установлен на переносной стойке. Пульт управления состоит из корпуса, лицевой панели, монтажной панели и панели с разъемами. На лицевой панели расположены: панель оператора, переменные резисторы, светосигнальная аппаратура и аппаратура управления. |
|
|
|
|
Рис. 19. Пульт управления ПУСП-110. Лицевая панель |
|
|
Работа с пультом управления:
- Для начала работы переведите переключатель «Сеть» в положение |
|
|
Измерительный блок БИ-151 предназначен для отображения текущих значений параметров сварочного процесса, таких как сила тока, напряжение и скорость сварки. |
|
|
Блок состоит из корпуса, монтажной панели и трех стрелочных индикаторов. |
|
|
Пульт дистанционного управления сварочным процессом ПДУ-110 предназначен для дистанционного управления составными частями Комплекса. |
|
|
Пульт состоит из корпуса и лицевой панели (рис. 20). |
|
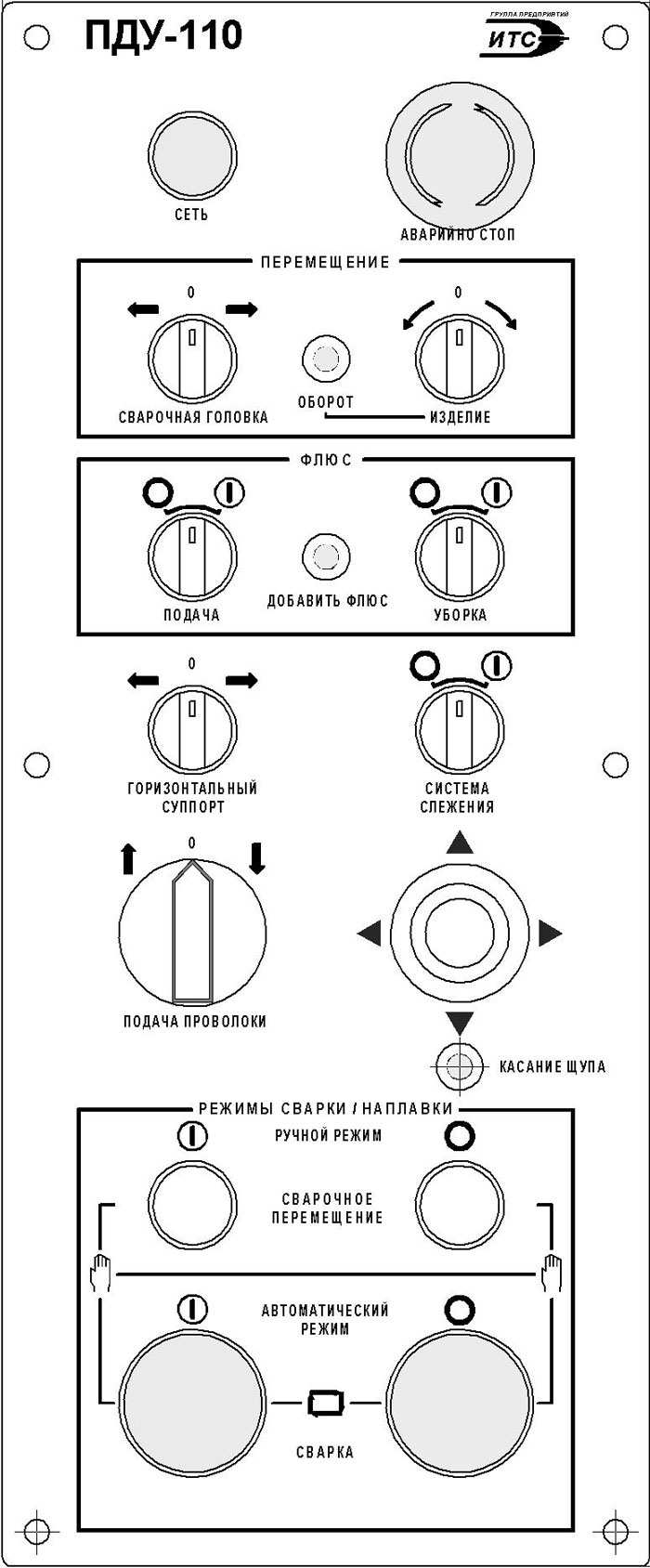
Рис. 20. Пульт дистанционного управления ПДУ-110.
|
Работа с дистанционным пультом управления:
Перед началом работы убедитесь, что горит лампа «Сеть».
|
|
Пульт дистанционного управления колонной ПДУК-110 (рис. 21) предназначен для управления составными частями колонны. |
|
|
Пульт состоит из корпуса и лицевой панели. |
|
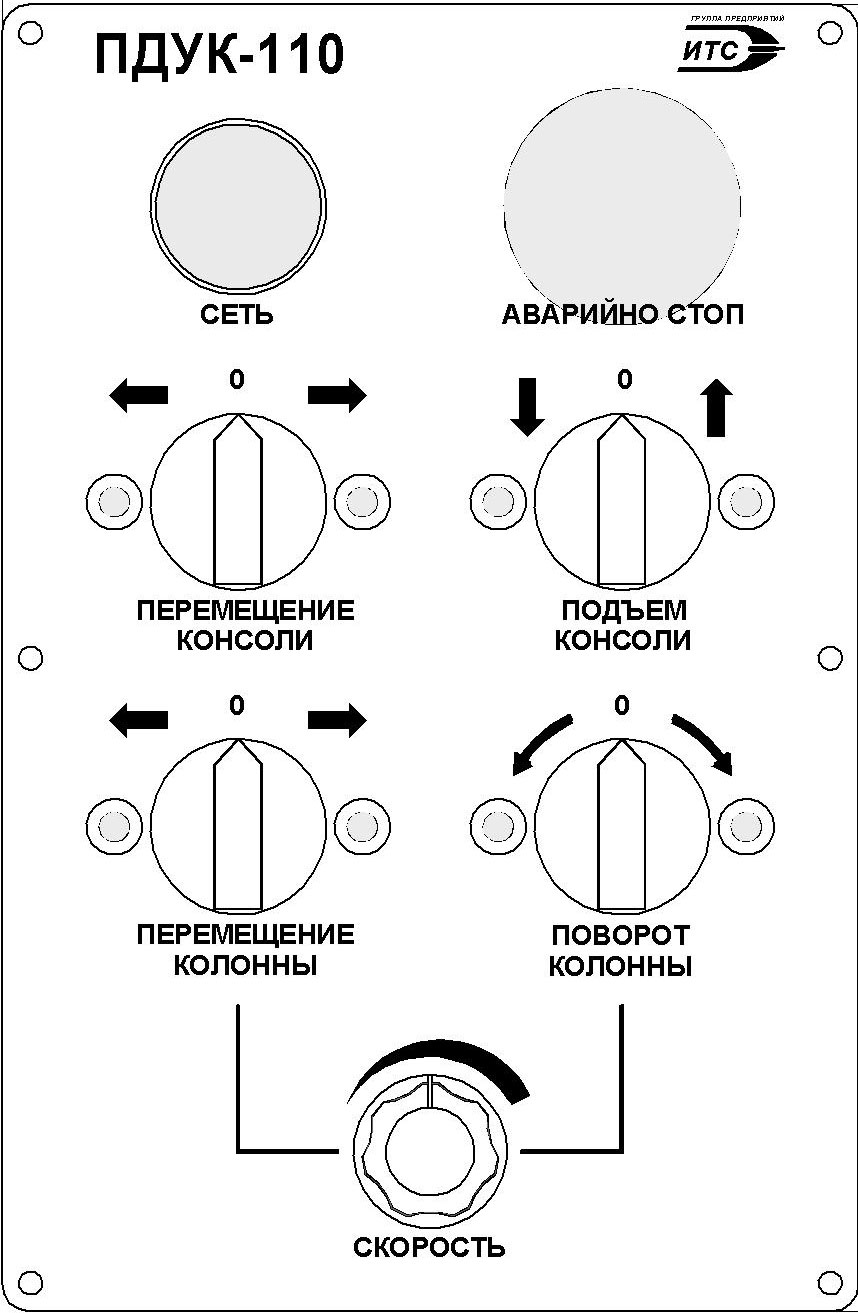
Рис. 21. Пульт дистанционного управления колонной ПДУК-110.
|
Работа с пультом управления колонной:
Перед началом работы убедитесь, что горит лампа «Сеть».
|
|
Пульт дистанционного управления вращателем ПДУВ-110 (рис. 22) предназначен для управления опорным роликовым вращателем. |
|
|
Пульт состоит из корпуса и лицевой панели. |
|
|
Работа с пультом управления колонной:
Перед началом работы убедитесь, что горит лампа «Сеть».
|
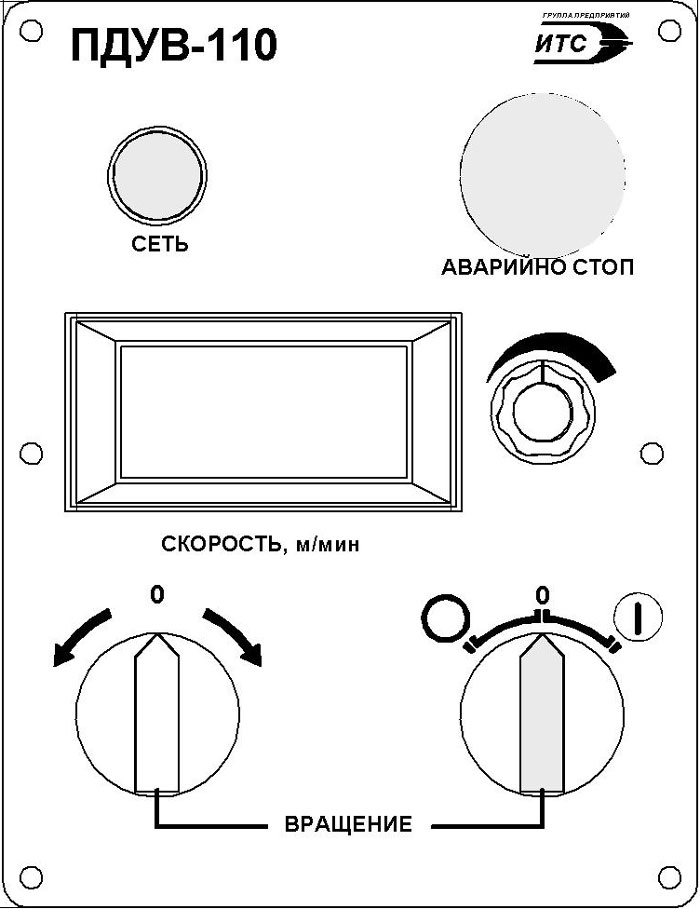
Рис. 22. Пульт дистанционного управления вращателем ПДУВ-110.
|
|
■ Комплекс выполняет следующие работы |
Δ Наверх |
|
Подготовка к сварке и наплавке (наладка)
|
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
| Внешний вид изделия, может отличаться от иллюстраций, представленных на сайте. | |
| Материалы размещенные на сайте носят информационный характер и не являются публичной офертой. |

