|
Комплекс дуговой сварки КДС-109 |
|
Комплекс дуговой сварки КДС-109 предназначен для автоматической сварки продольных швов в среде защитных газов неплавящимся электродом. В данном проекте была проведена модернизация имеющегося у заказчика оборудования - установки сварки продольных швов (симера). |
|
Комплекс дуговой сварки КДС-109 предназначен для сварки продольных швов обечаек диаметром от 16 до 50 мм в среде защитных газов неплавящимся электродом на медной подкладке. |
|
Комплекс предназначен для работы в закрытых помещениях с естественной вентиляцией на высоте не более 1000 м над уровнем моря в районах умеренного климата при температуре окружающего воздуха от 0°С до плюс 40 °С с относительной влажностью не более 80% при температуре плюс 20 °С. |
|
ВНЕШНИЙ ВИД КОМПЛЕКСА |
|
|

| + Технические характеристики |
|
Фотографии КОМПЛЕКСа |
|
           |
|
Видео работы КОМПЛЕКСа |
|
|
|
|
СОСТАВ ИЗДЕЛИЯ |
Δ Наверх |
|
|
|
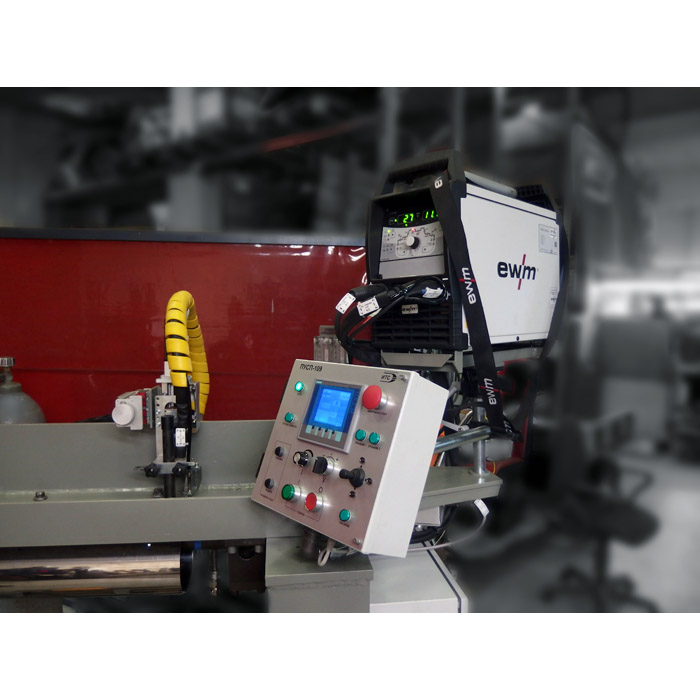
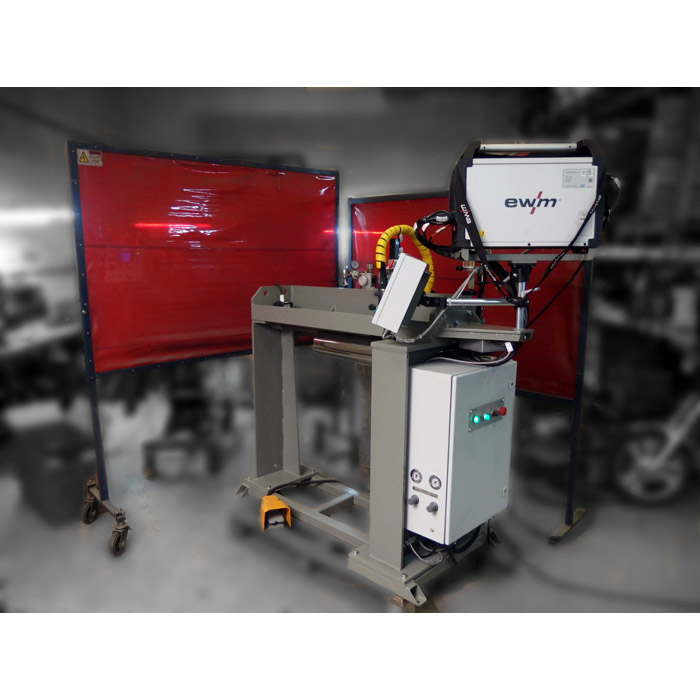
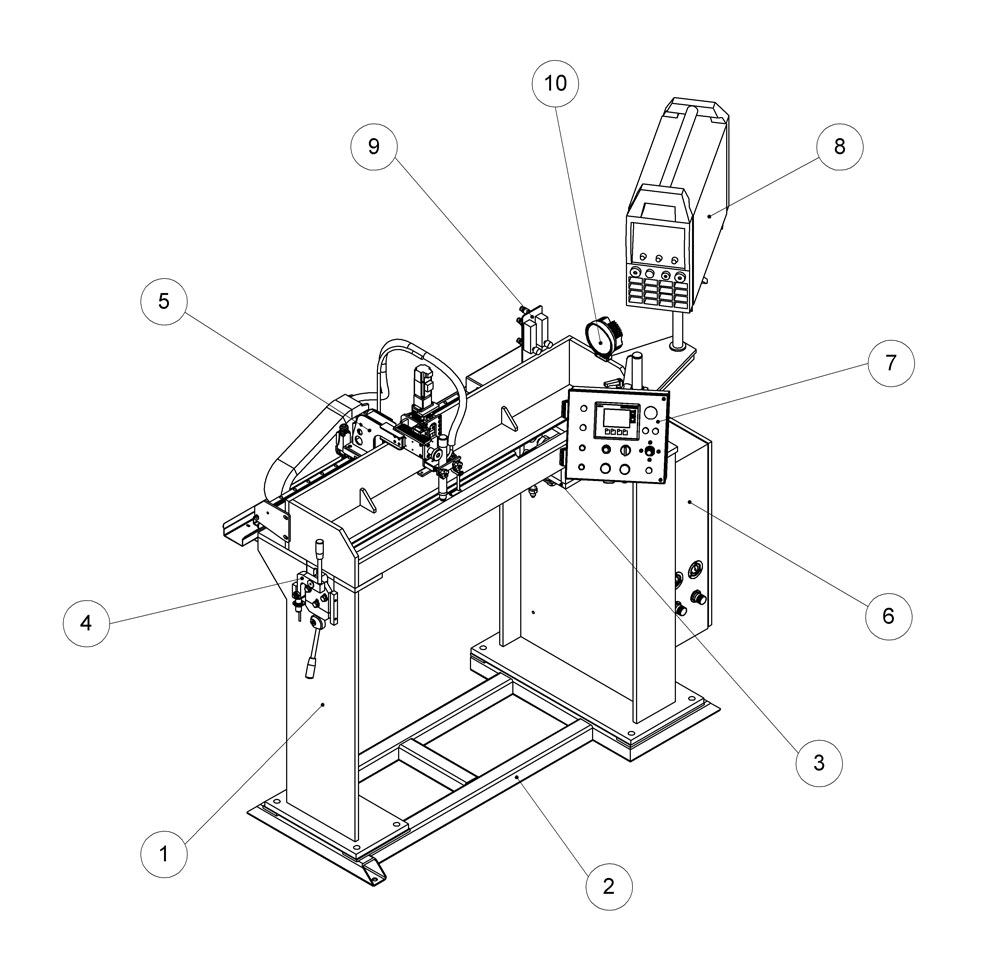
Рис. 1. Комплекс дуговой сварки. Общий вид |
|
|
Комплекс (см. рис. 1) включает в свой состав: |
|
|
■ модернизированный стол 1, установленный на раму 2, с поворотным узлом фиксации дорна 3 и модернизированным узлом фиксации свободного конца дорна 4; ■ шкаф управления 6; ■ пульт управления 7; |
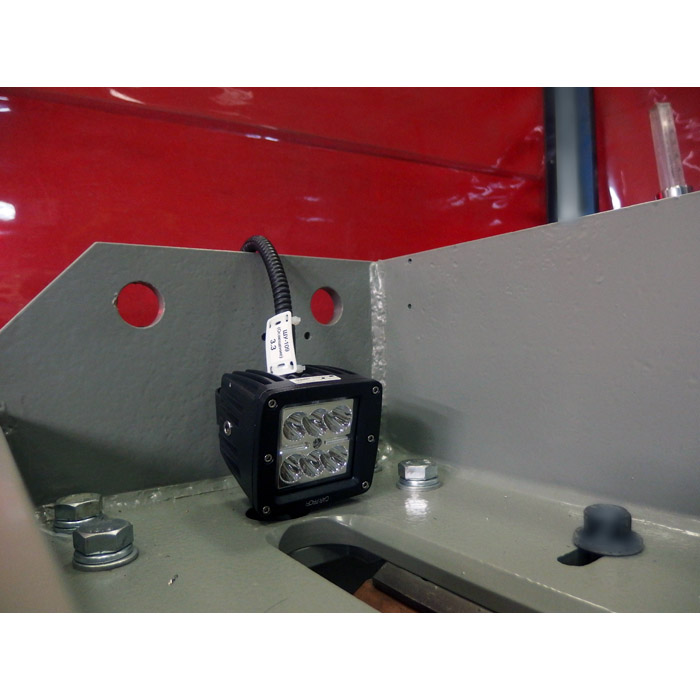
■ источник питания 8; ■ блок ротаметров 9; ■ осветительный прибор 10; ■ педаль управления прижимом (на рис. не показана). |
| + Укрупнённый комплект поставки Комплекса |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
■ Стол |
Δ Наверх |
|
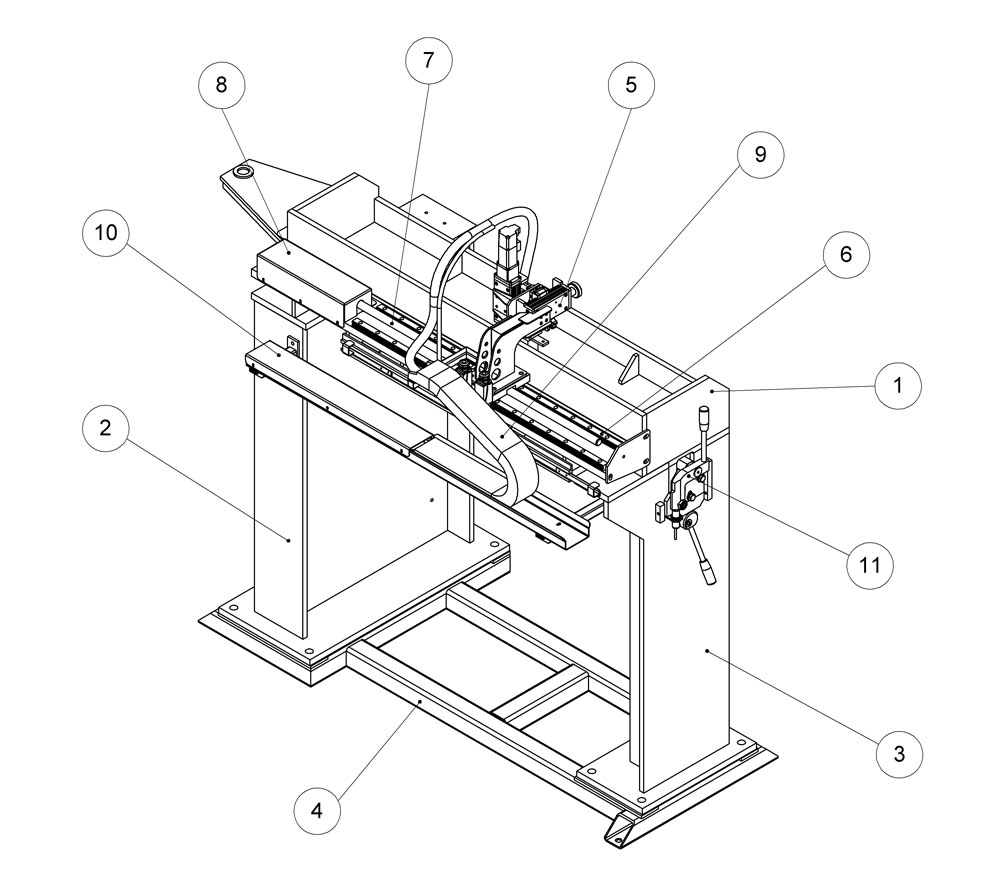
Стол (рис. 2) предназначен для перемещения рабочего инструмента (головки) вдоль шва свариваемого изделия, а также для фиксации изделия и размещения на нем вспомогательного оборудования. |
|
|
Стол представляет собой разборную конструкцию, состоящую из столешницы 1, стоек 2, 3 и рамы 4. В задней части столешницы установлены профильные направляющие 6, по которым перемещается каретка 5, приводимая в движение приводом 8, посредством шарико-винтовой передачи 7. Энергоносители к каретке подводятся при помощи гибкого кабель-канала 9, установленного в лотке 10. В нижней части столешницы располагается дорн с узлом настройки 11. |
|
|
|
|
Рис.2. Стол |
|
■ Каретка |
Δ Наверх |
|
Каретка включает в свой состав:
|
|
|
|
|
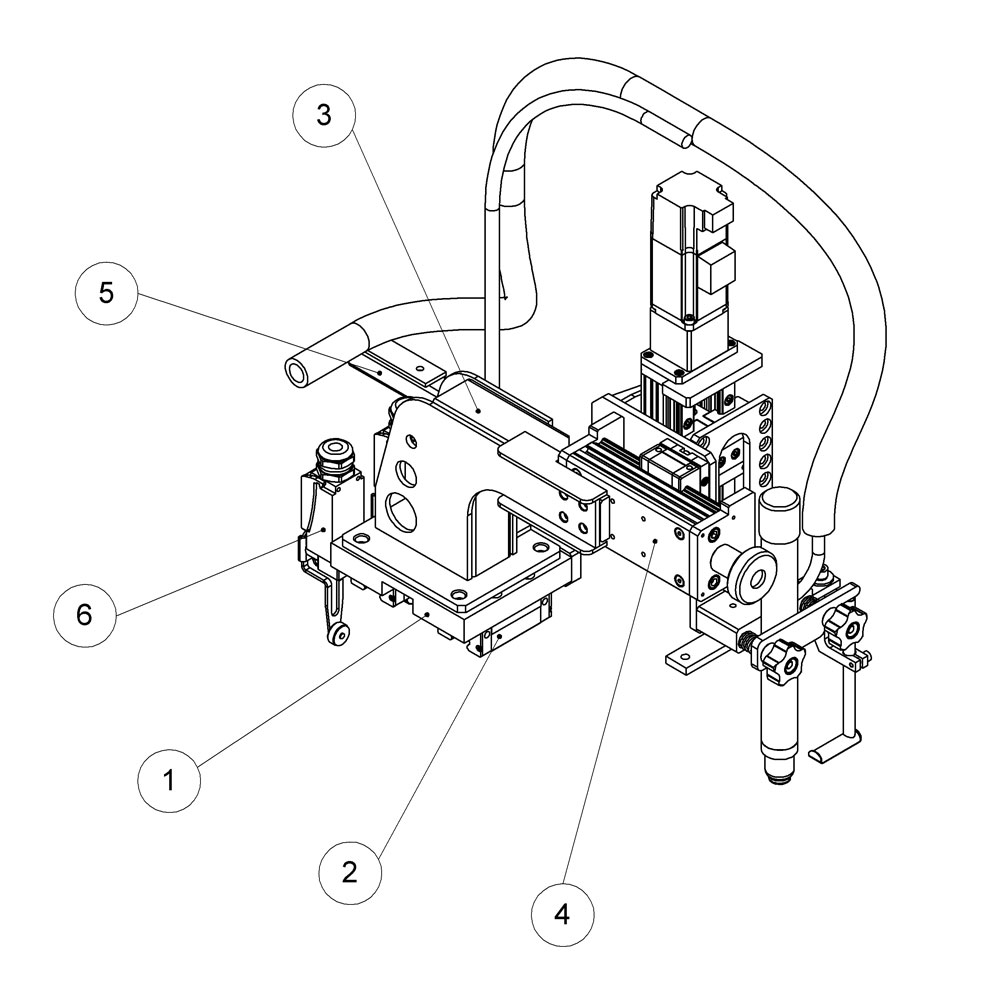
Рис. 3. Каретка |
|
|
Каретка предназначена для перемещения горелки вдоль шва с заданной скоростью сварки, а также с маршевой скоростью к началу шва или в положение парковки. |
|
|
Каретка перемещается по линейным направляющим, установленным на столе. Привод перемещения представляет собой сервомотор, установленный в паре с планетарным редуктором. На выходном валу редуктора установлена муфта, которая передаёт момент на винт шарико-винтовой передачи. |
|
■ Головка |
Δ Наверх |
|
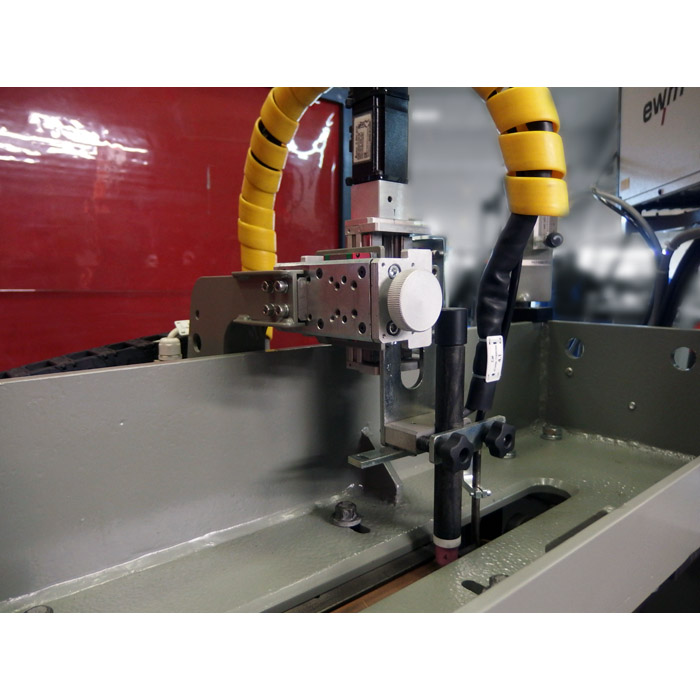
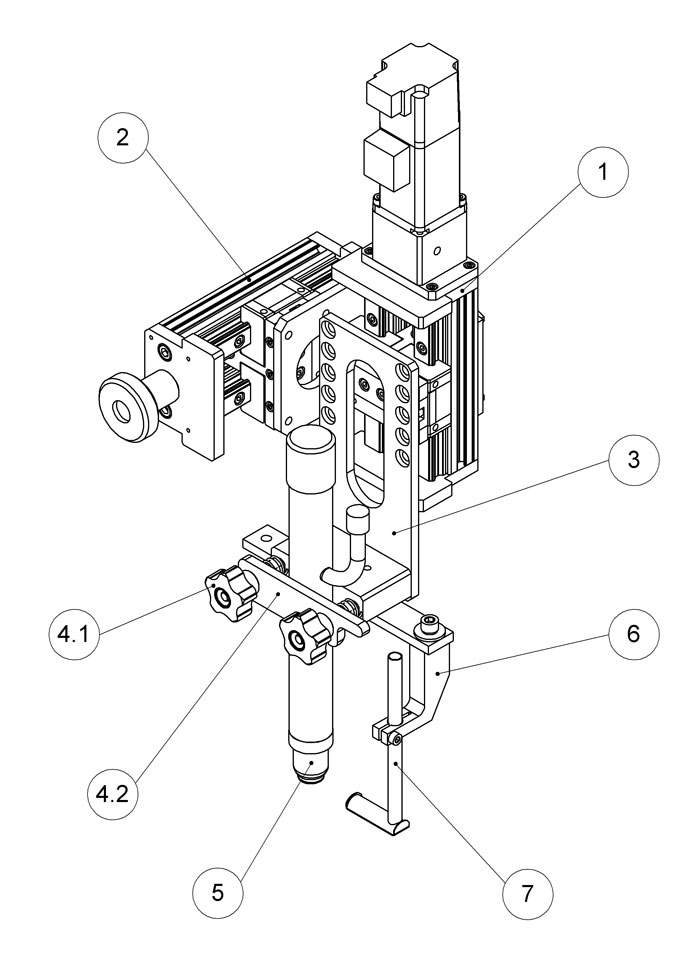
Головка состоит из механизированного вертикального суппорта 1, поперечного ручного суппорта 2, держателя горелки 3, непосредственно горелки 5 и сапожка 7 с держателем 6. На головке также установлен защитный экран (на рис. не показан). |
|
|
|
|
Рис. 4. Головка |
|
|
Головка установлена на каретке. Горелка может быть отрегулирована в вертикальном и горизонтальном направлении относительно шва изделия при помощи суппортов 1 и 2. При этом высота вылета электрода регулируется автоматически при запуске автоматического цикла. Для того, чтобы снять горелку с головки, необходимо ослабить обе лепестковые гайки 4.1 и повернуть скобу 4.2 наверх. |
|
■ Система управления Комплексом |
Δ Наверх |
|
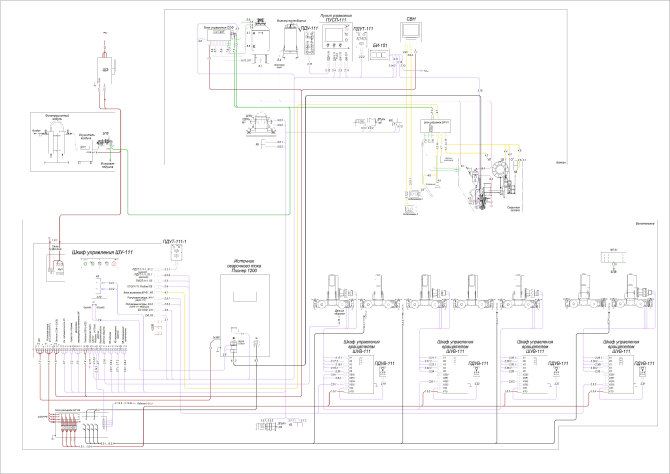
Электрооборудование Комплекса расположено в шкафу управления и пульте управления. К электрооборудованию относятся также блок питания и источник питания сварочного тока. Управление Комплексом осуществляется с пульта управления и источника сварочного тока. |
|
|
Система управления обеспечивает:
■ работу в автоматическом и наладочном режимах;
|
|
|
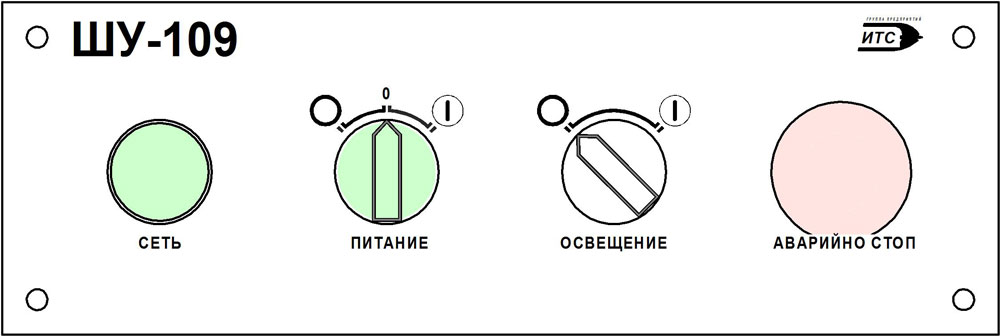
Шкаф управления ШУ-109 состоит из корпуса, установленного на цоколе, монтажной панели с установленным на ней оборудованием, лицевой панели (рис. 5) и панели разъемов, расположенной на нижней стенке. Электрическая схема шкафа приведена в приложении. |
|
|
|
|
Рис. 5. Шкаф управления ШУ-109. Лицевая панель |
|
|
Работа со шкафом управления:
- для включения шкафа переведите переключатель «Питание» в положение |
|
|
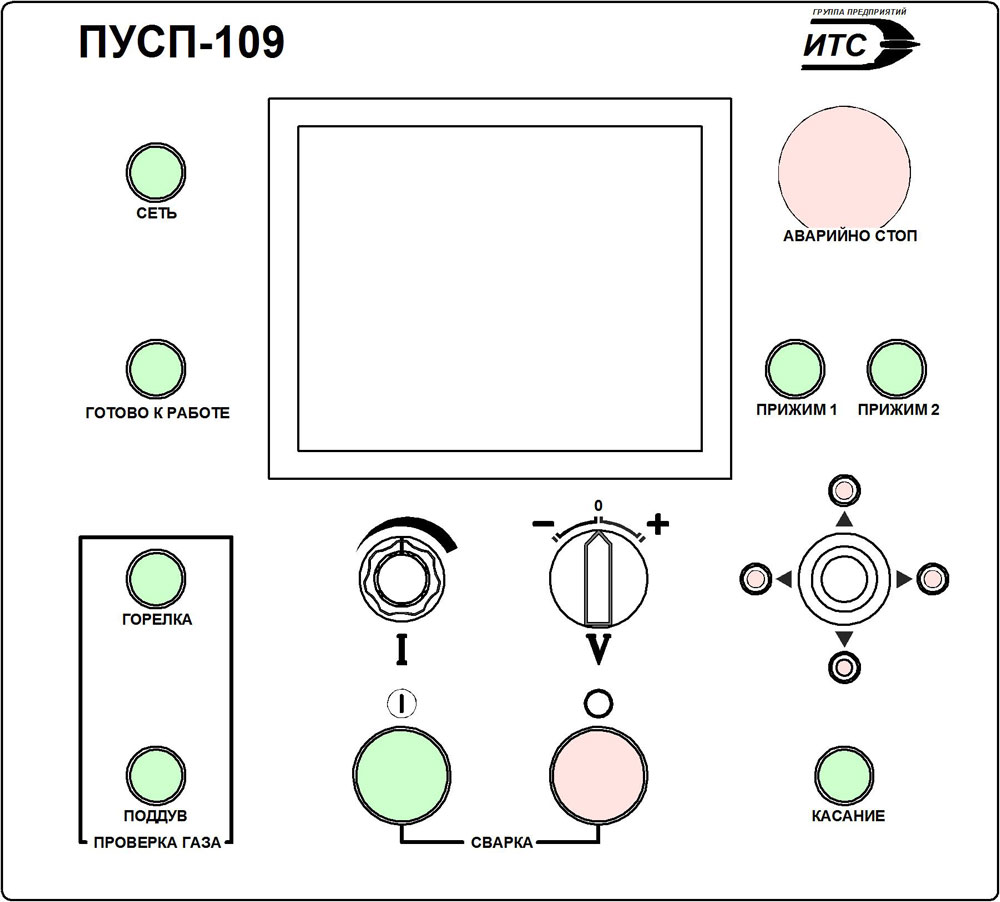
Пульт управления сварочным процессом ПУСП-109 предназначен для задания основных сварочных параметров, таких как напряжение, сила тока и скорость сварки; управления перемещением каретки и вертикального суппорта; включения и выключения сварочного цикла и отображения необходимой информации. |
|
|
Пульт состоит из корпуса, лицевой панели (рис. 6) и сенсорной панели (см. описание панели КТР600). |
|
|
|
|
Рис. 6. Пульт управления сварочным процессом ПУСП-109. Лицевая панель |
|
|
Работа с пультом управления:
- сигнальная лампа «Сеть» сигнализирует о том, что система управления включена и пульт готов к использованию;
|
 . Загорится сигнальная лампа «Сеть»;
. Загорится сигнальная лампа «Сеть»;
 ;
;
|
■ Комплекс выполняет следующие работы |
Δ Наверх |
|
Подготовка к сварке.
|
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
| Внешний вид изделия, может отличаться от иллюстраций, представленных на сайте. | |
| Материалы размещенные на сайте носят информационный характер и не являются публичной офертой. |