|
КОМПЛЕКС ДУГОВОЙ СВАРКИ КДС-113 |
|
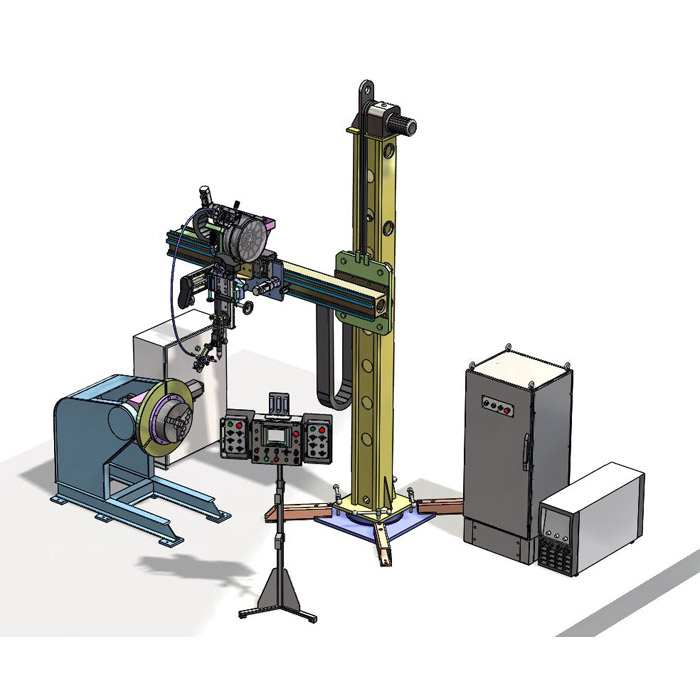
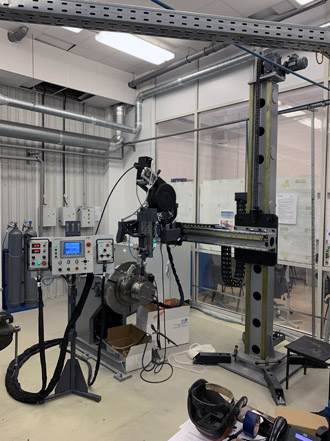
Комплекс дуговой сварки КДС-113 предназначен для автоматической сварки наружных кольцевых швов диаметром от 100 до 1100 мм в среде защитных газов неплавящимся электродом с использованием присадочной проволоки) |
|
ВНЕШНИЙ ВИД КОМПЛЕКСА |
|
|
|

| + Технические характеристики |
|
СОСТАВ ИЗДЕЛИЯ |
|
|
|
|
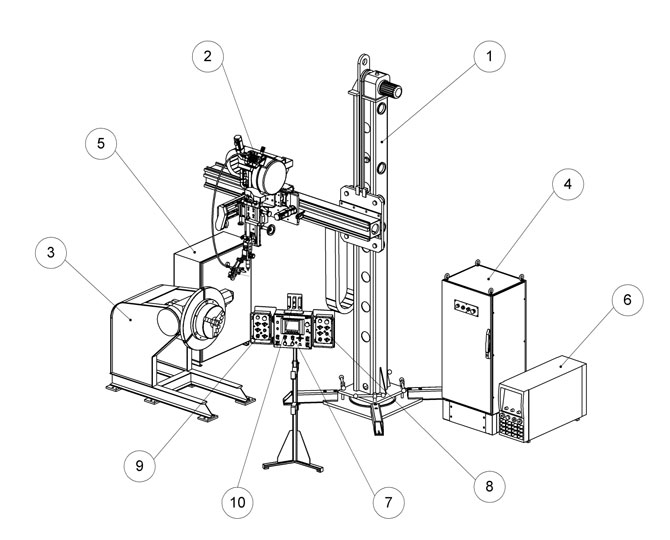
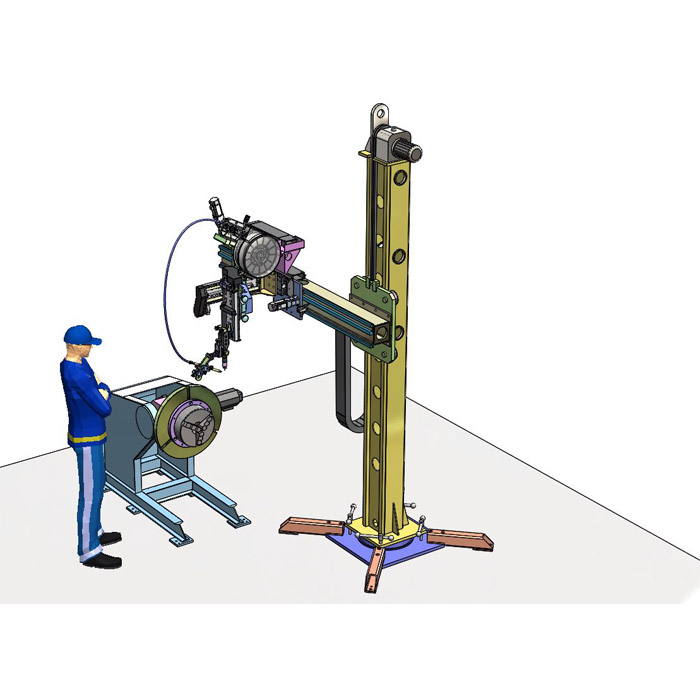
В состав Комплекса входят: колонна, с установленной на ней сварочной головкой, манипулятор и система управления комплексом, включая источник питания сварочной дуги. |
|
|
1. Колонна; 2. Сварочная головка; 3. Манипулятор с комплектом принадлежностей; 4. Шкаф управления комплексом ШУ-113; 5. Шкаф управления манипулятором; |
6. Источник питания TETRIX 351 Classic FW; 7. Пульт управления сварочным процессом ПУСП-113; 8. Пульт дистанционного управления колонной ПДУК-113; 9. Пульт дистанционного управления манипулятором ПДУМ-113; 10. Блок ротаметров; |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
|
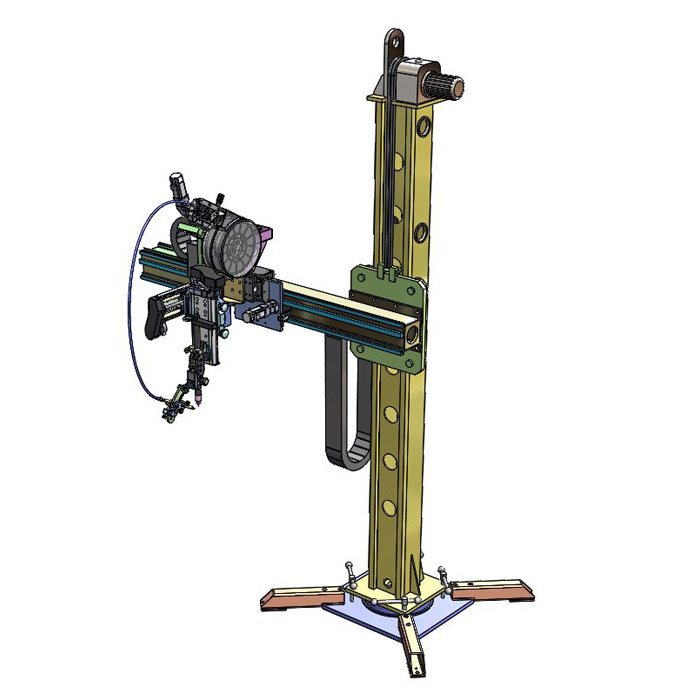
Колонна |
|
|
|
|
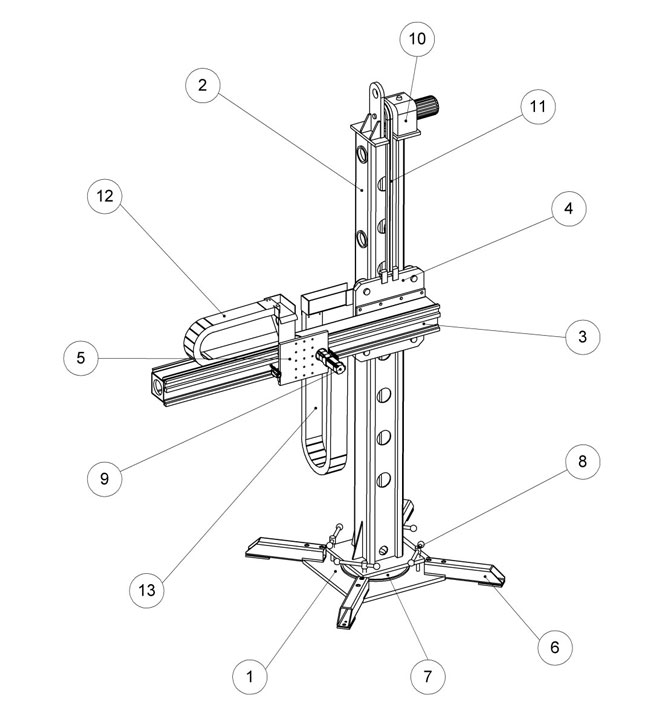
Колонна состоит из вертикальной стойки 2 (включая механизм подъёма 10, вертикальную каретку 4, противовес, противоаварийное устройство, опорно-поворотное устройство 7 с устройством ручной блокировки поворота 8), основания 1 с лапами 6, горизонтальной балки (консоли) 3 с установленной на ней кареткой 5 с приводом перемещения 9. Также колонна включает в свой состав горизонтальный 12 и вертикальный 13 кабелеукладчики. |
|
|
Манипулятор |
|
|
|
|
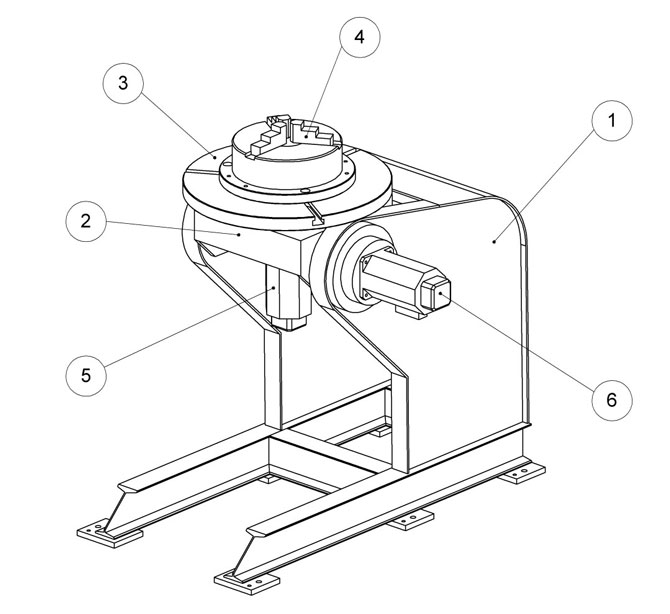
Манипулятор включает в свой состав: основание 1, наклонную раму 2, планшайбу 3, комплект принадлежностей 4 (патрон с набором сырых сменных кулачков, центрирующее кольцо ⌀300 мм и набор резьбовых сухарей) привод поворота 5 и привод наклона 6. |
|
|
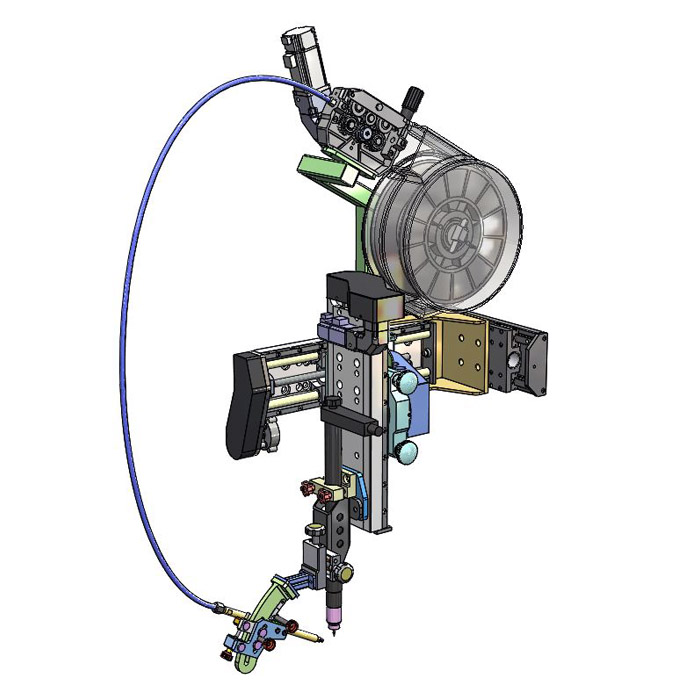
Головка |
|
|
|
|
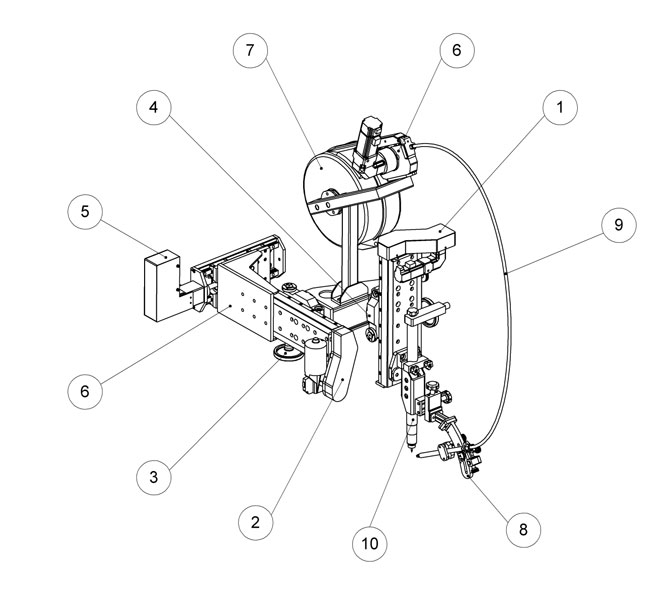
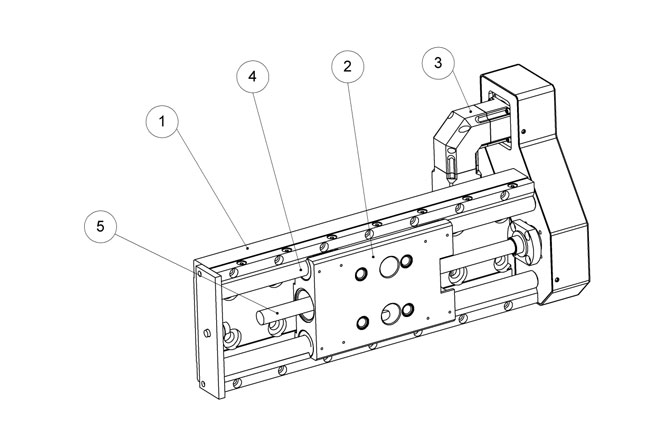
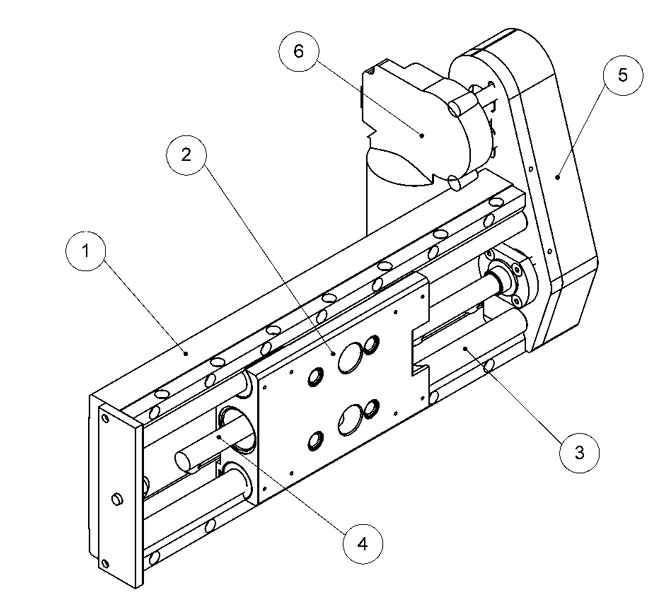
Головка состоит из механизированного вертикального суппорта системы АРНД 1, механизированного горизонтального продольного суппорта 2, пары поворотных суппортов 3 и 4, механизированного горизонтального поперечного суппорта 5, используемых для поворота горелки в поперечном и продольном направлениях, непосредственно горелки 10 с механизмом настройки положения присадочной проволоки 8, механизма подачи проволоки 6 и кожуха кассеты 7 с тормозным устройством. Механизм подачи соединен с узлом регулировки присадочной проволоки при помощи канала 9. Головка закреплена на каретке колонны. |
|
|
Вертикальный механизированный суппорт |
|
|
Вертикальный механизированный суппорт предназначен для выставления горелки по высоте относительно изделия. Суппорт также является исполнительным механизмом системы АРНД. Основными составными частями суппорта являются: основание 1, ползун 2, направляющие для перемещения ползуна 5, шарико-винтовая передача (ШВП) 4, ременная передача и сервопривод перемещения ползуна 3. Защитная спираль ШВП и кожух привода на рисунке условно не показаны. |
|
Горизонтальный продольный механизированный суппорт |
|
|
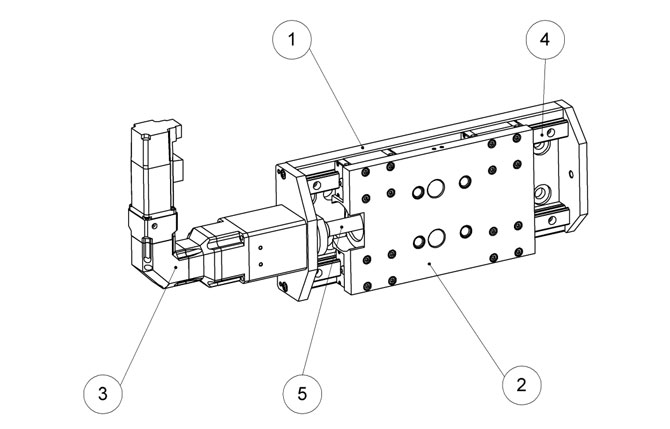
Горизонтальный продольный механизированный суппорт предназначен для смещения горелки с «зенита». Основными составными частями суппорта являются: основание 1, ползун 2, направляющие для перемещения ползуна 4, шарико-винтовая передача (ШВП) 5, сервопривод перемещения ползуна 3. Защитная спираль ШВП на рисунке условно не показана. |
|
Горизонтальный поперечный механизированный суппорт |
|
|
Горизонтальный поперечный механизированный суппорт предназначен для точного выставления горелки относительно шва. Основными составными частями суппорта являются: основание 1, ползун 2, направляющие для перемещения ползуна 4, шарико-винтовая передача (ШВП) 5, сервопривод перемещения ползуна 3. Защитная спираль ШВП и кожух привода на рисунке условно не показаны. |
|
Поворотный суппорт |
|
|
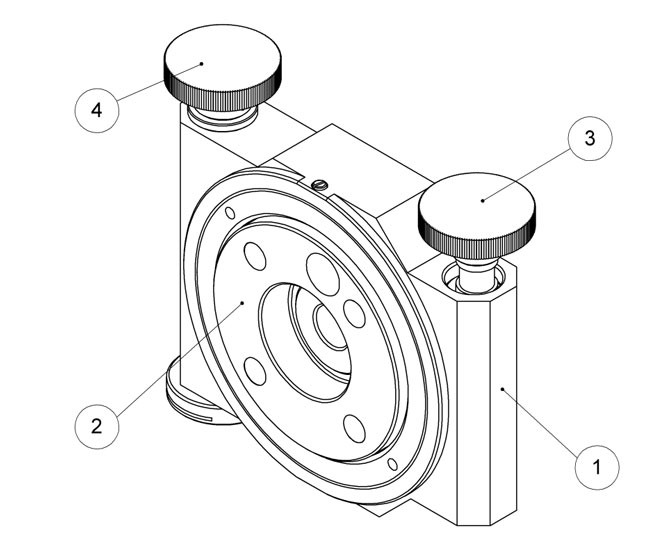
Поворотный суппорт предназначен для наклона головки. Угол наклона регулируется плавно. Основными составными частями суппорта являются: корпус 1, поворотный фланец 2, рукоятка (стопорящая поворотный фланец) 3, рукоятка поворота 4, червячная передача (на рис. условно не показана). |
|
Система управления Комплекс выполняет следующие работы:
Подготовка к сварке:
Работа:
Электрооборудование Комплекса расположено в шкафу управления, пульте управления и блоке индикации. К электрооборудованию относится также источник питания сварочного тока. Управление Комплексом осуществляется с пульта управления и источника сварочного тока. Система управления обеспечивает:
- работу в автоматическом и наладочном режимах;
|
|
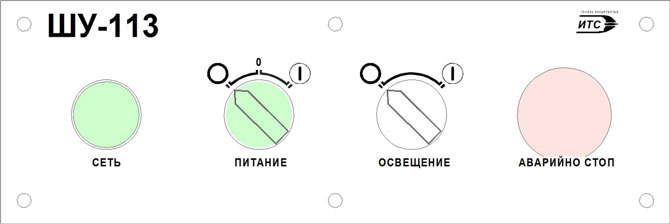
Шкаф управления ШУ-113. Лицевая панель |
|
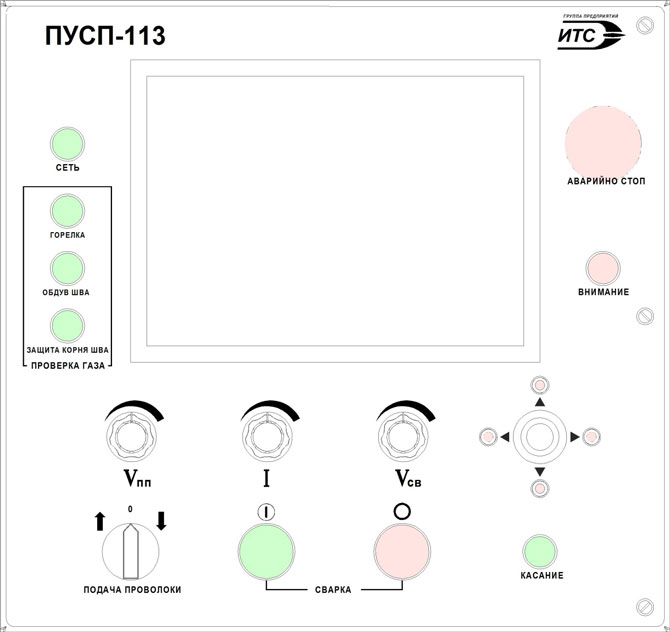
Пульт управления сварочным процессом ПУСП-113. Лицевая панель Пульт управления сварочным процессом ПУСП-113 предназначен для задания основных сварочных параметров, таких как напряжение (для работы системы АРНД), сила тока, скорость сварки и скорость подачи присадочной проволоки; управления перемещением каретки и вертикального суппорта системы АРНД; включения и выключения сварочного цикла и отображения необходимой информации. |
|
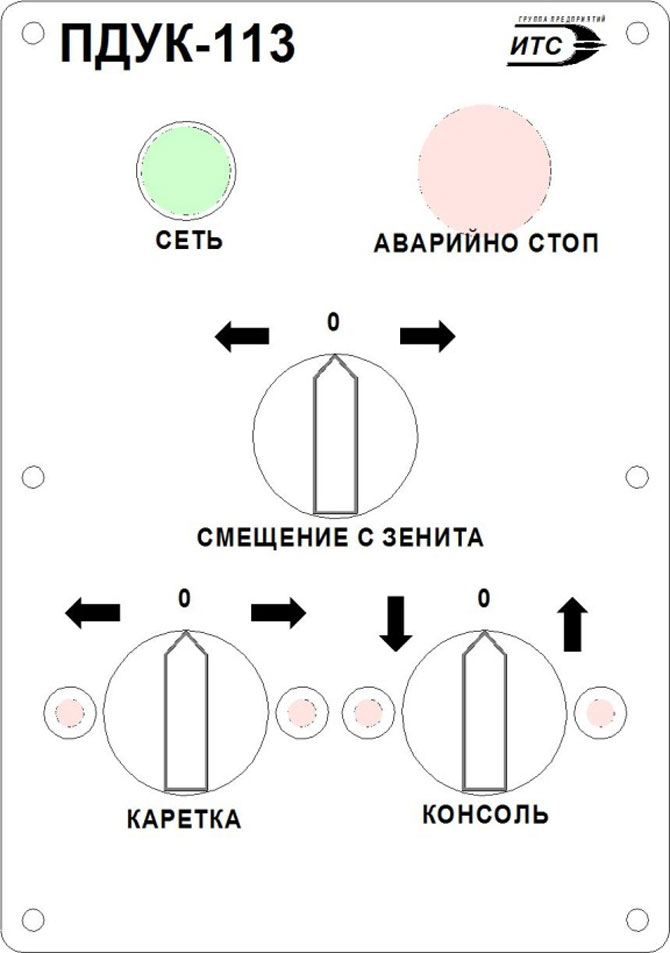
Пульт дистанционного управления колонной ПДУК-113. Лицевая панель
|
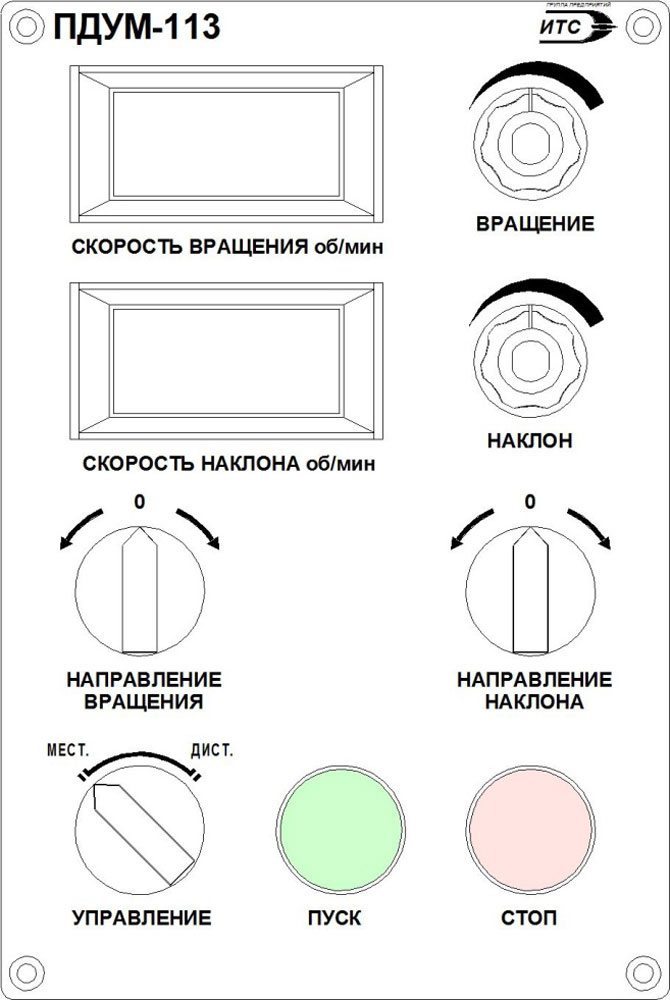
Пульт дистанционного управления манипулятором ПДУМ-113. Лицевая панель |
|
3D МОДЕЛИ КОМПЛЕКА ДУГОВОЙ СВАРКИ КДС-113 |
|
      |
|
Фотографии КОМПЛЕКСа ДУГОВОЙ СВАРКИ КДС-113 |
|
   |