|
КОМПЛЕКС ДУГОВОЙ СВАРКИ КДС-112 |
|
Комплекс дуговой сварки КДС-112 предназначен для сварки внутренних кольцевых швов изделий диаметром от 800 мм |
|
ВНЕШНИЙ ВИД КОМПЛЕКСА |
|
|
|
| + Технические характеристики |
|
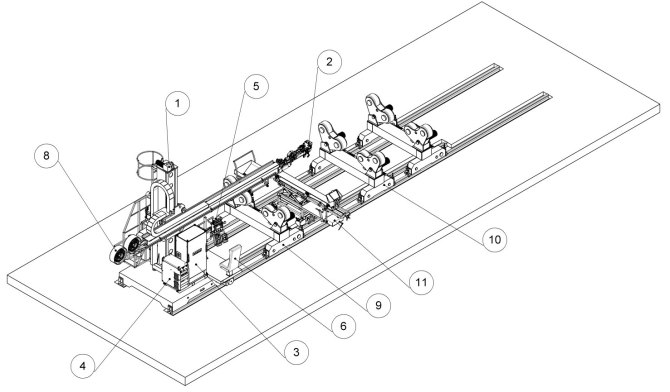
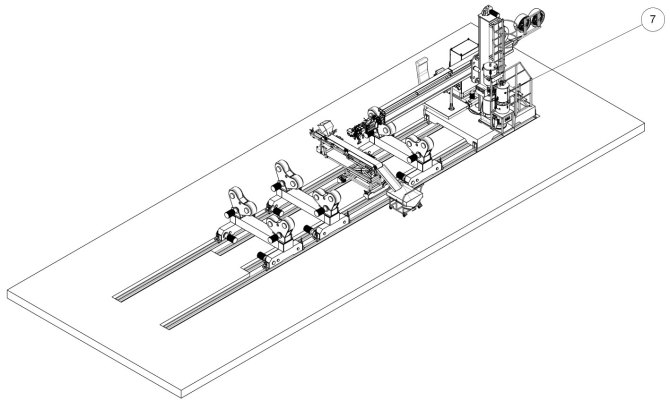
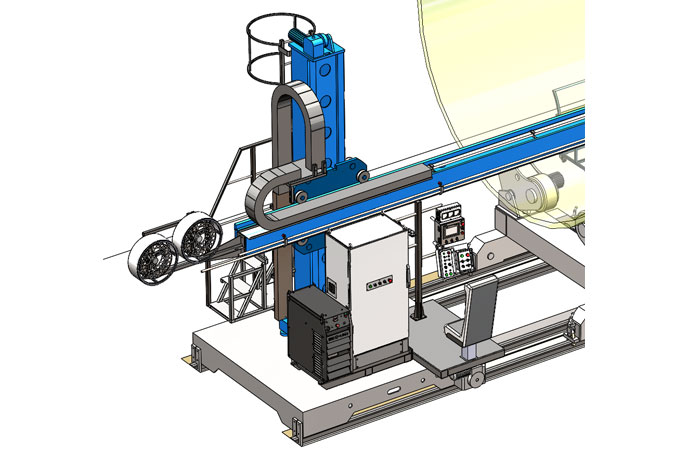
СОСТАВ КОМПЛЕКСА |
|
|
|
|
|
|
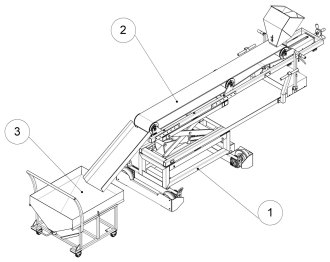
1. Сварочная колонна; 2. Головка для кольцевой сварки; 3. Шкаф управления комплексом ; 4. Источники питания сварочной дуги; 5. Стойка с пультами управления комплексом; 6. Кресло сварщика; |
7. Система флюсооборота; 8. Кассетное устройство; 9. Приводные роликовые опоры; 10. Неприводная роликовая опора; 11. Флюсовая подушка; Система подготовки воздуха (условно не показана). |
| + Укрупнённый комплект поставки Комплекса |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
|
Колонна |
|

|
|
|
1. Вертикальная стойка; 2. Механизм подъёма; 3. Механизм поворота; 4. Каретка; 5. Приводная тележка; 6. Горизонтальная балка (консоль); |
7. Трубы для подачи и уборки флюса; 8. Трубы со спиральными каналами; 9. Набор лотков для прокладки кабелей; 10. Вертикальный кабелеукладчик; 11. Горизонтальный кабелеукладчик; 12. Лестница для обслуживания механизма подъёма. 13. Привод перемещения колонны по рельсам . |
|
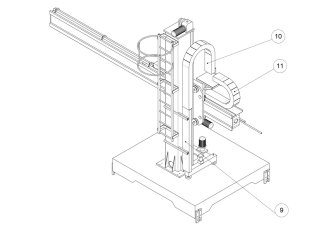
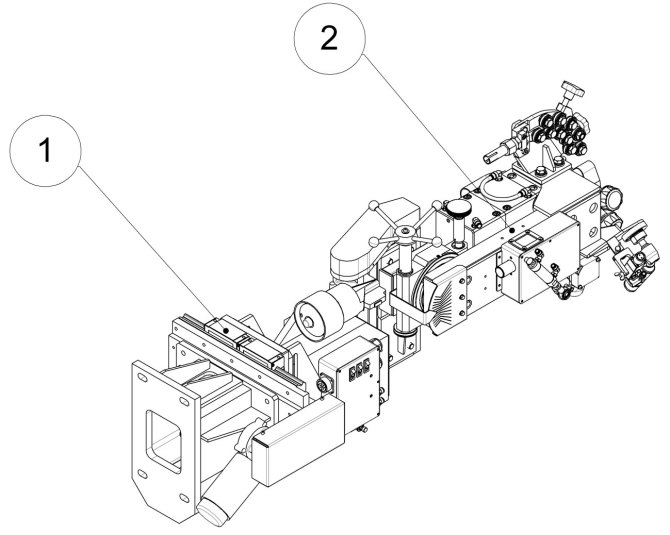
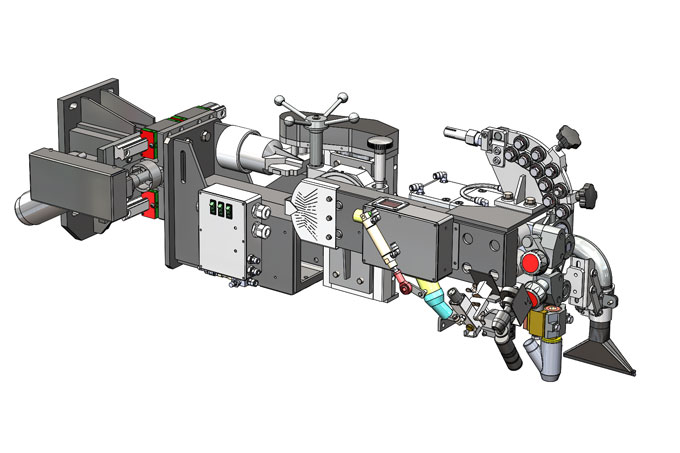
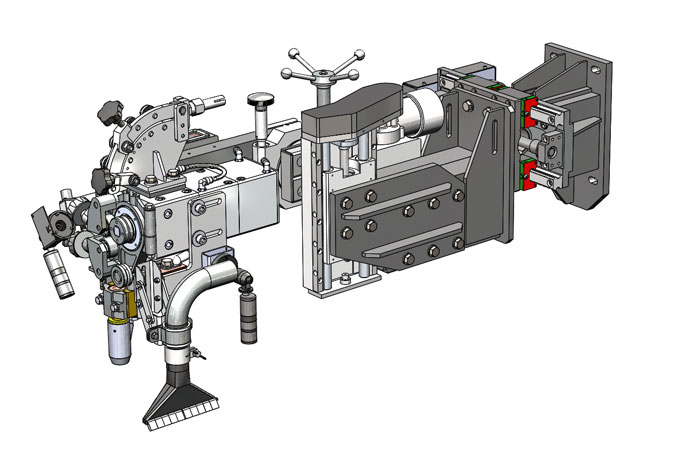
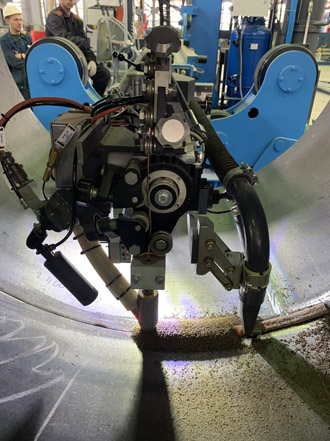
Головка |
|
|
Предназначена для кольцевой сварки изделий диаметром от 660 мм. |
|
|
|
|
|
|
1. Блок суппортов; |
2. Головка для кольцевой сварки. |
|
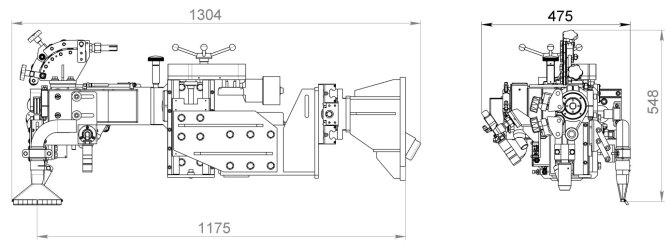
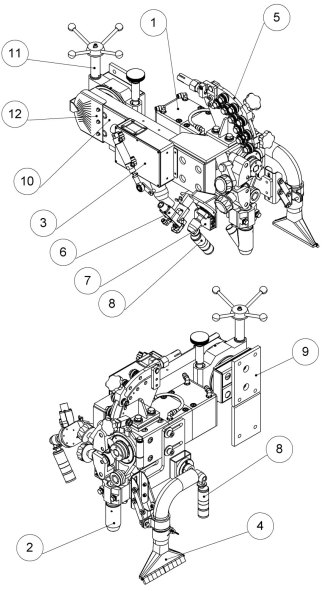
Головка для кольцевой сварки в диаметре 600 мм |
|
|
1. Привод подачи проволоки; 2. Мундштук с подающим устройством; 3. Флюсовый бункер-питатель; 4. Сопло для сбора флюса с шарнирной системой подвески; 5. Блок направляющих роликов для проволоки; 6. Светоуказатель с кронштейном; 7. Лазерный датчик высоты; 8. Камеры системы видеонаблюдения; 9. Монтажный кронштейн; 10. Кронштейн привода подачи; 11. Поворотный суппорт; 12. Шкала поворотного суппорта. |
|
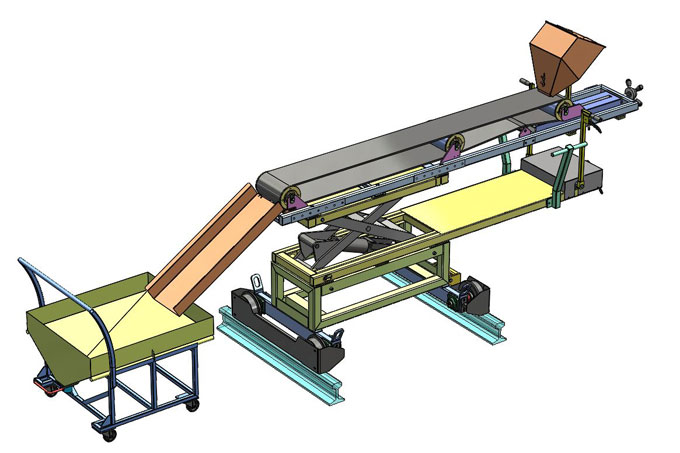
Система флюсооборота |
|
|
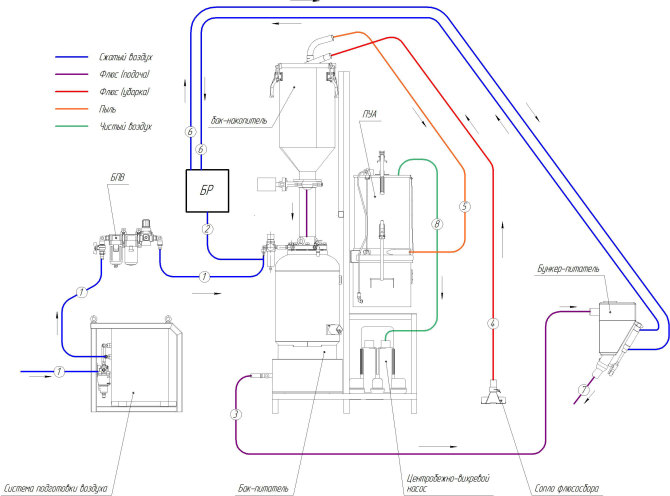
Предназначена для подачи флюса в место сварки, а так же для сбора остатков флюса в бак (накопитель) для его дальнейшего использования. Система является пневматической и включает в свой состав бак-питатель являющийся сосудом работающим под давлением. |
|
|
Система флюсооборота состоит из рамы 5, на которой расположены: бак-питатель СОФ 1, накопитель 2 с поворотным автоматическим затвором, фильтр-пылесборник (ПУА) 3, центробежный вентилятор 4, блок управления 6 и блок питания вентилятора 7, сопел флюсоподачи и флюсосбора, установленных на головке, комплекта рукавов, соединяющих все части системы между собой. Для удобства обслуживания и засыпания флюса в бак к раме системы крепится лестница 8 с перилами 9. Подача сжатого воздуха осуществляется при помощи системы подготовки воздуха (на рис. не показана). |
|
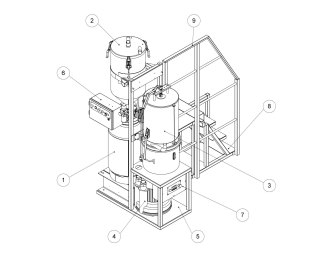
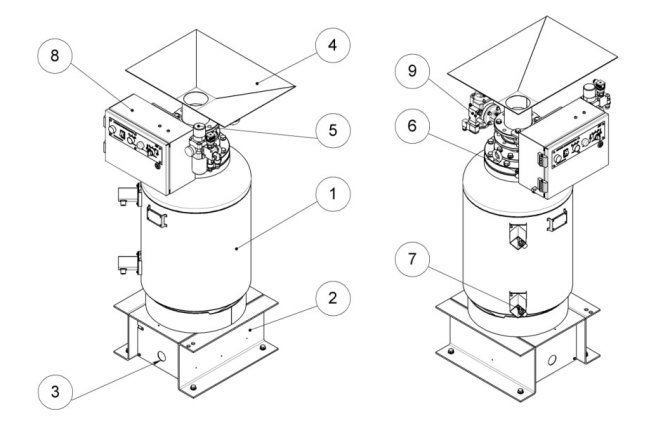
Бак-питатель системы флюсооборота |
|
|
Бак служит для хранения, подогрева, а также подачи флюса к головке. Перед подачей воздуха в бак закрывается дисковый затвор и в баке создается избыточное давление, которое выдавливает флюс через подающий патрубок. При возникновении в баке давления, превышающего рабочее, оно сбрасывается через предохранительный клапан. |
|
|
В нижней части бака установлены два трубчатых электронагревателя, которые подогревают флюс, что препятствует его слипанию и способствует беспрепятственной подаче к месту сварки. Диапазон температур нагрева флюса составляет 40...50 °С, при этом максимальная температура нагрева ТЭНов составляет 250 °С. |
|
|
|
|
Бак-питатель системы флюсооборота состоит из ёмкости 1, подставки 2, подающего патрубка 3, воронки для засыпания флюса 4 или переходным фланцем (в зависимости от комплектации), блока подготовки воздуха 5, предохранительного клапана 6, датчика наличия флюса 7, блока управления 8, дискового затвора 9, а также трубчатых электронагревателей (ТЭНов) (на рис. условно не показаны). |
|
|
Схема подключения системы флюсооборота |
|
|
|
| № | Рукав | Длина, м |
| 1 | Рукав I-16-0,63 ГОСТ 9356-75 | 10 |
| 2 | Рукав I-12-0,63 ГОСТ 9356-75 | 35 |
| 3 | Рукав напорный МБС 25-1,6 ГОСТ 10362-76 | 20 |
| 4 | Рукав со стальной спиралью Ø38 мм | 2 |
| 5 | Шланг Ø40 (ПВХ) | 3 |
| 6 | Трубка TU06-04 | 5 |
| 7 | Шланг силиконовый Ø25х35 | 1,5 |
| 8 | Шланг Ø60 (ПВХ) | 2 |
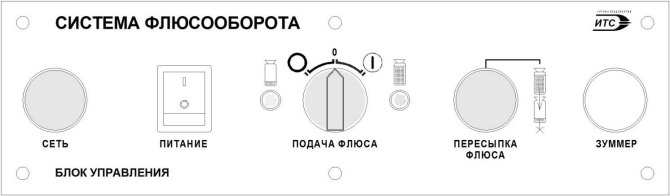
Блок управления системы флюсооборота. Лицевая панель |
|
|
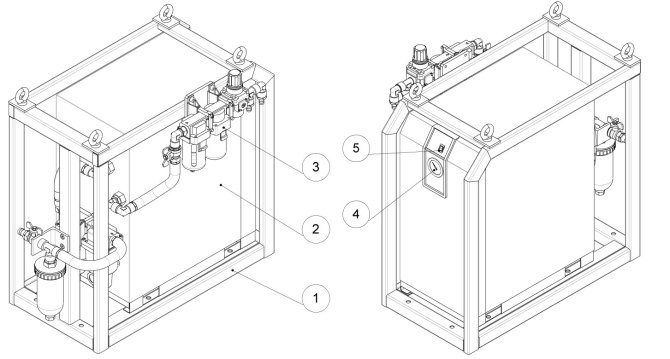
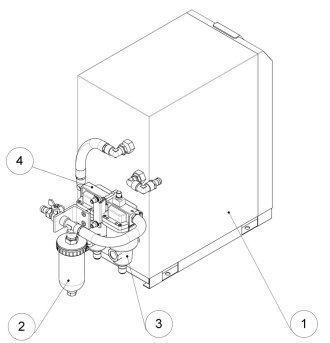
Система подготовки воздуха |
|
|
Предназначена для обеспечения полноценной работы всего пневматического оборудования установленного на сварочном комплексе и преобразования сжатого воздуха поступающего из производственных магистралей в воздух с высокой степенью очистки. |
|
|
Подготовка сжатого воздуха производится для достижения следующих целей:
|
|
|
|
|
Система состоит из: 1 – рамы; 2 – блока магистральной подготовки воздуха; 3 – блока местной подготовки воздуха. На лицевой панели имеется манометр 4, который показывает давление воздуха на выходе из осушителя и клавиша включения/выключения 5 осушителя. |
|
|
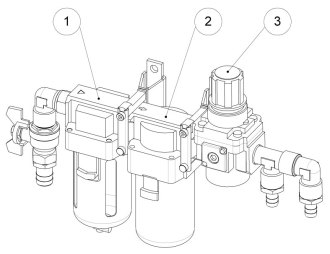
Блок магистральной подготовки воздуха Предназначен для удаления из сжатого воздуха твердых частиц, водяного и масляного конденсата, а также для осушки сжатого воздуха. |
|
|
Состоит из: 1 – осушителя рефрижераторного типа; 2 – устройства автоматического отвода конденсата; 3 – магистрального фильтра; 4 – магистрального водоотделителя. |
|
Блок местной подготовки воздуха Предназначен для более тонкой фильтрации сжатого воздуха и регулировки выходного давления. |
|
|
Состоит из: 1 – фильтра; 2 – микрофильтра; 3 - регулятора давления с манометром. |
|
Вращатель
В состав входят:
|
|
|
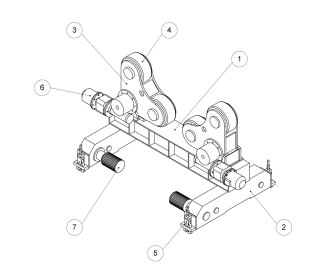
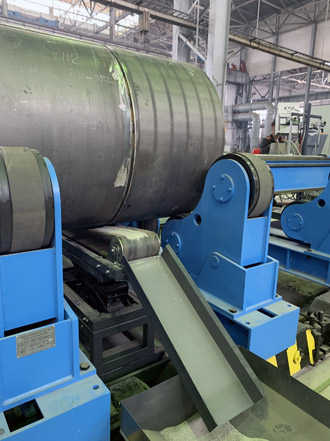
Приводная роликовая опора для сварки кольцевых швов Предназначена для вращения изделия во время сварки кольцевых швов с заданной линейной скоростью. Опора является самоустанавливающейся и снабжена роликами с резиновой обоймой для предотвращения проскальзывания изделия. Опора может использоваться как с аналогичными холостыми опорами, так и с приводными опорами как ведущая или ведомая. |
|
|
Опора состоит из рамы 1, двух колёсных блоков 2 с приводами 7 и фиксаторами на рельсах 5, поворотных блоков 3 с роликами 4 и приводами 6. На опоре также установлен шкаф управления (на рис. не показан). |
|
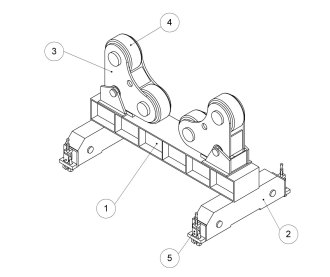
Неприводная роликовая опора для сварки кольцевых швов Предназначена для вращения изделия во время кольцевых швов совместно с приводной роликовой опорой. Опора является самоустанавливающейся и снабжена роликами с резиновой обоймой для предотвращения проскальзывания изделия. |
|
|
Опора состоит из рамы 1, двух колёсных блоков 2 с фиксаторами на рельсах 5, поворотных блоков 3 с роликами 4. |
|
Подушка флюсовая Подушка флюсовая для кольцевых швов ПФК-501 предназначена для создания флюсовой подложки снаружи обечайки при автоматической сварке внутренних кольцевых швов. |
|
|
Флюсовая подушка включает в свой состав:
|
|
Система управления Система управления Комплексом состоит из следующих блоков:
- шкаф управления ШУ-112;
|
|
|
Система управления обеспечивает:
- работу в автоматическом, автоматическом без сварки, ручном и наладочном режимах;
|
|
|
- в автоматическом режиме:
- начало и завершение работы системы флюсооборота;
|
|
|
- в ручном режиме:
- начало и завершение работы системы флюсооборота;
|
|
|
- в наладочном режиме:
- подачу электродной проволоки «Вверх» и «Вниз»;
|
|

Шкаф управления ШУ-112.
|
|
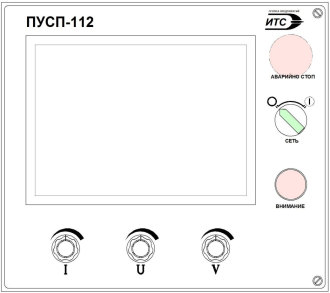
Пульт управления ПУСП-112.
|
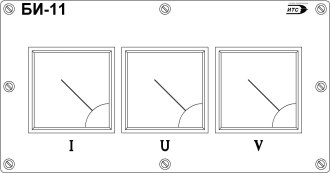
Измерительный блок БИ-11 предназначен для отображения текущих значений параметров сварочного процесса, таких как сила тока, напряжение и скорость сварки |

Пульт дистанционного управления сварочным процессом ПДУ-112 предназначен для дистанционного управления составными частями Комплекса. |
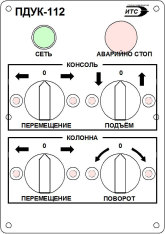
Пульт дистанционного управления колонной ПДУК-112 предназначен для дистанционного управления перемещением колонны и консоли |

Шкаф управления вращателем ШУВ-111.
|
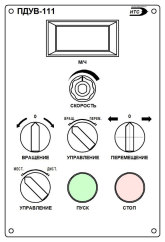
Пульт дистанционного управления вращателем ПДУВ-111 предназначен для управления опорным роликовым вращателем |
|
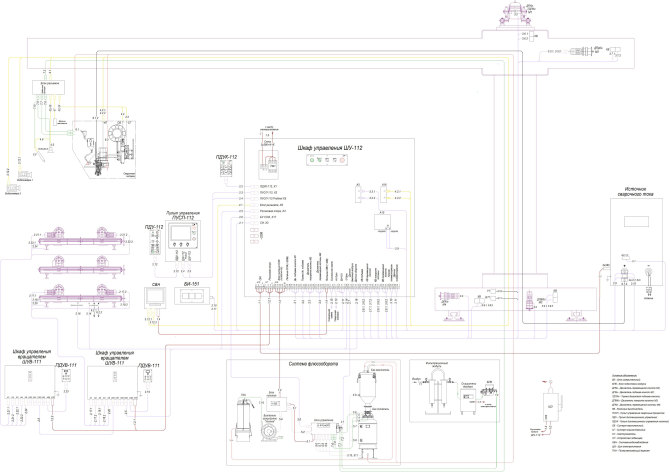
Схема комбинированная общая |
|
|
|
|
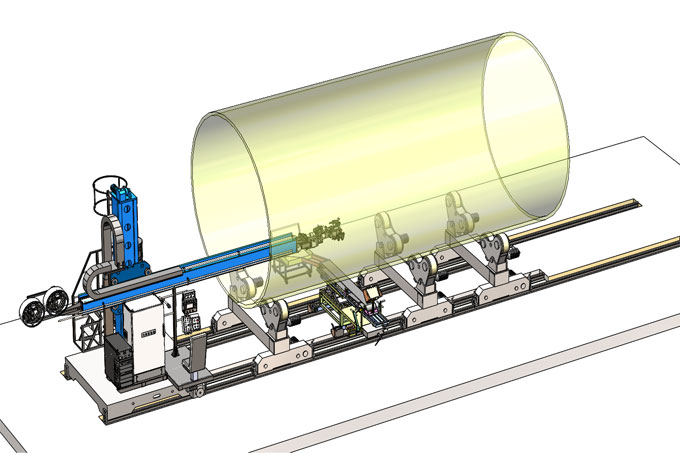
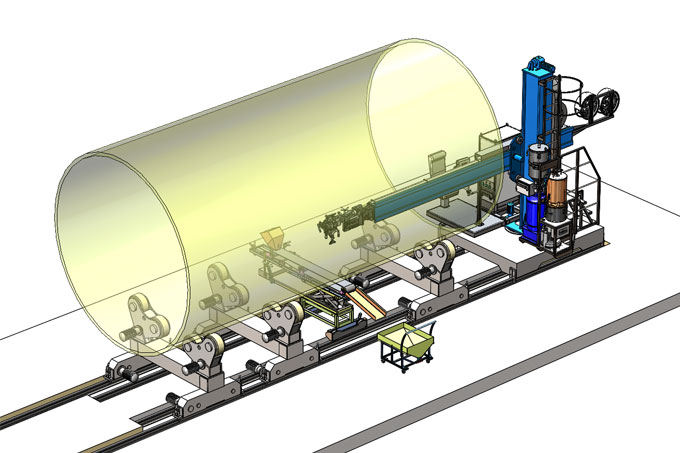
3D МОДЕЛИ КОМПЛЕКСа ДУГОВОЙ СВАРКИ КДС-112 |
|
        |
|
Фотографии КОМПЛЕКСа ДУГОВОЙ СВАРКИ КДС-112 |
|
            |