|
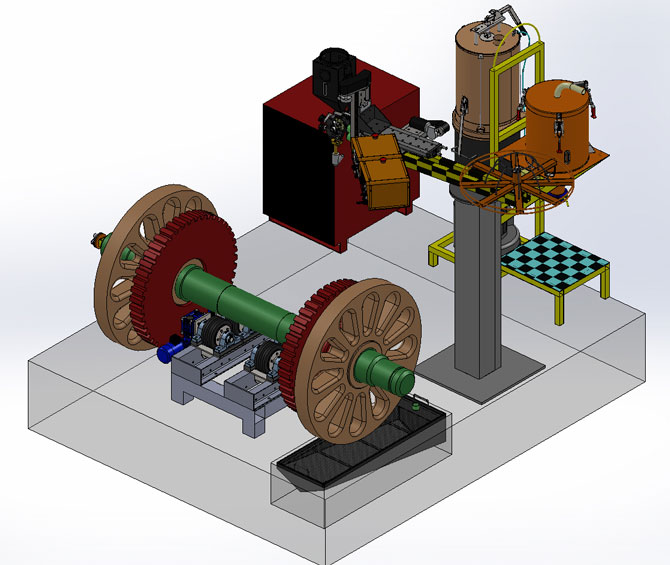
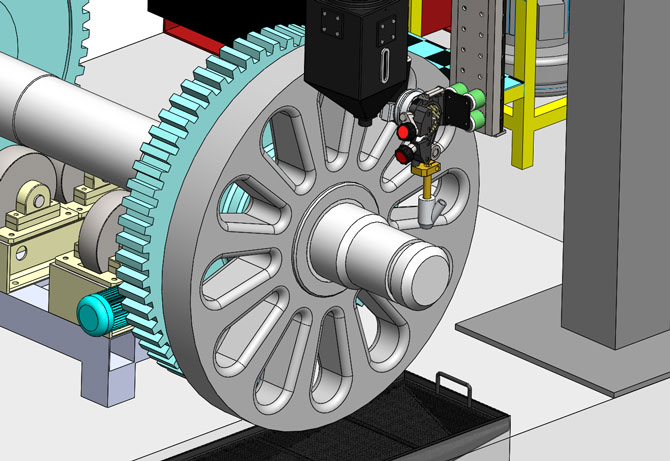
АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ НАПЛАВКИ КОЛЕСНЫХ ЦЕНТРОВ |
|
ВНЕШНИЙ ВИД КОМПЛЕКСА |
|
|
|
|
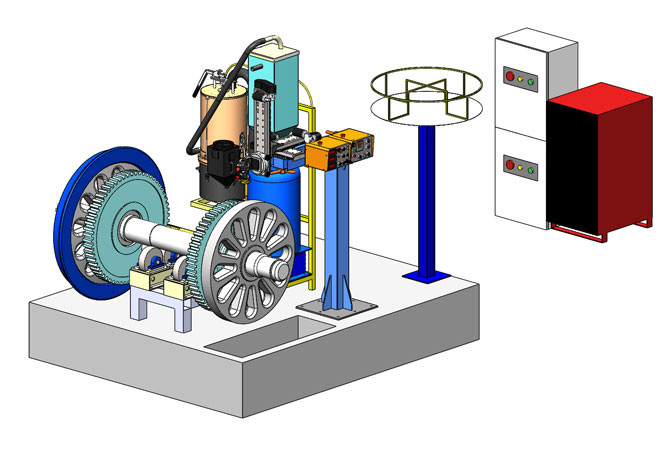
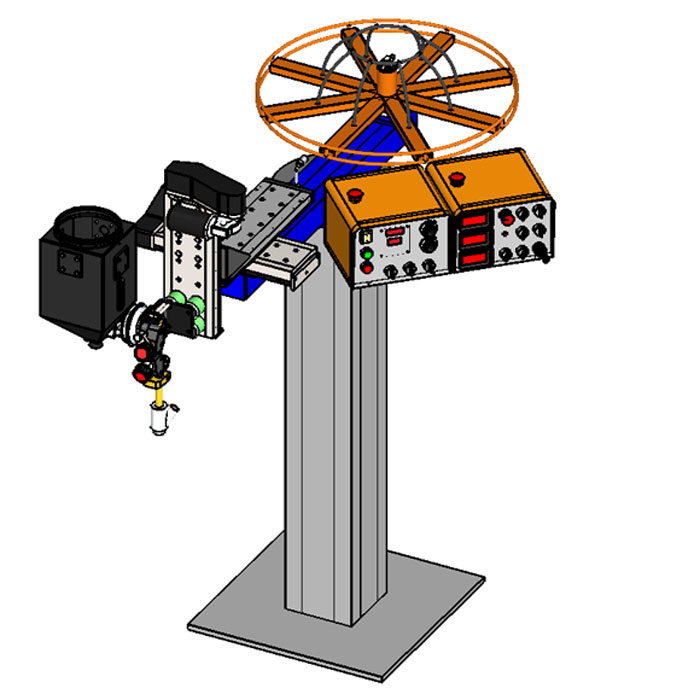
1. Сварочная стойка. Колонна с поворотной консолью, консоль имеет три положения. Рабочее для наплавки обода, рабочее для наплавки резьбы на оси, парковочное; 2. Головка сварочная АДФ-1000С6, редуктором 1:8. 3. Суппорт ход 540 мм. 4. Система сбора флюса СОФ-1253 (с вакуумным насосом). 5. Блок управления циклом (цена БУ-20), блок управления БУ-20 входит в состав сварочной головки. 6. Источник сварочного тока ВДУ-1000. |
7. Роликовые опоры ОВРС-5 в специальном исполнении (ролики метал) – фактически ОВРС-3М производство ЭСВА. Для установки роликовых опор изготовить подставку. На раму роликовых опор установить систему антдрейфа, изготовить кожуха на мотор редуктора опоры. Установить на вал ролика опоры зубчатое колесо с датчиками для задания цикла наплавки. 8. Поворотный обратный контакт на торец оси. 9. Шкаф питания. 10. Кабельный канал 6 метров. 11. Стойка кассеты устанавливается отдельно, высота стойки 2 м, необходимая высота определяется на месте. 12. Удержание флюса. 13. Комплект ЗИП. |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
|
Сварочная стойка |
|
|
|
|
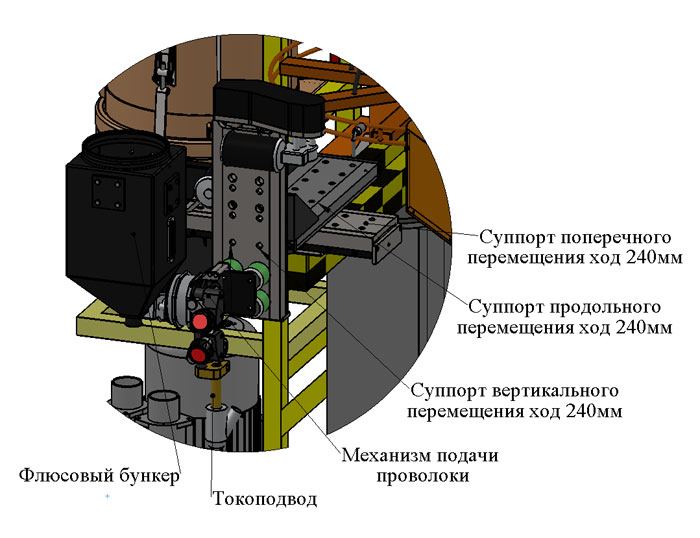
Головка сварочная АДФ-1000С6/3 с системой суппортов |
|
|
|
|
Технические характеристики автомата АДФ-1000:
|
|

|
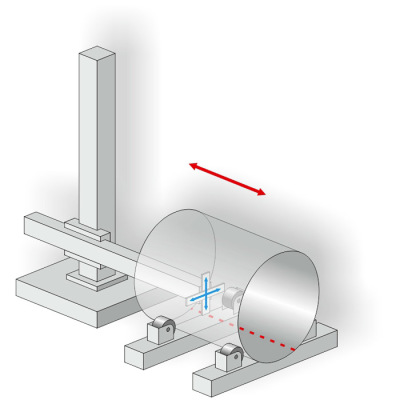
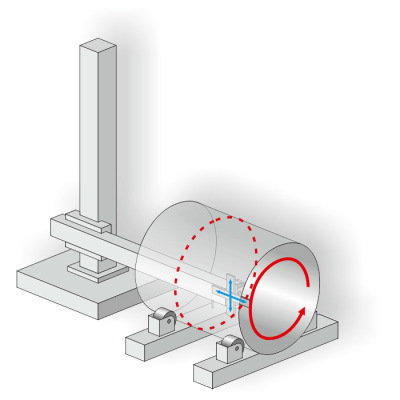
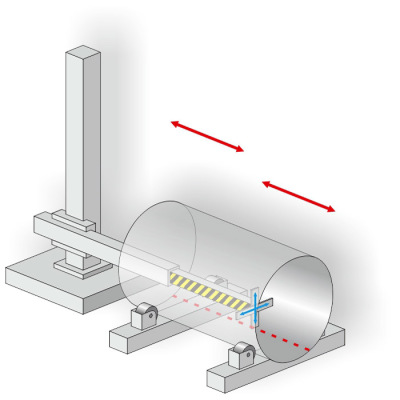
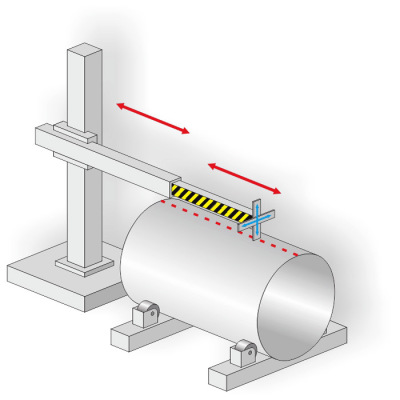
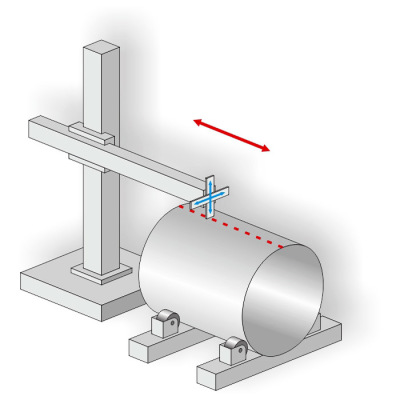
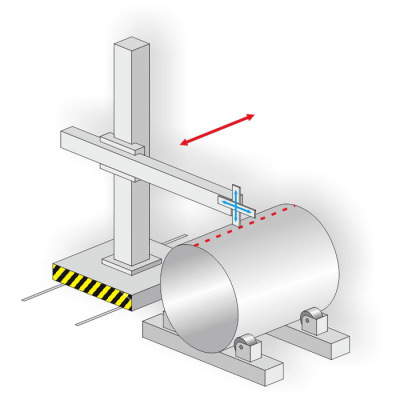
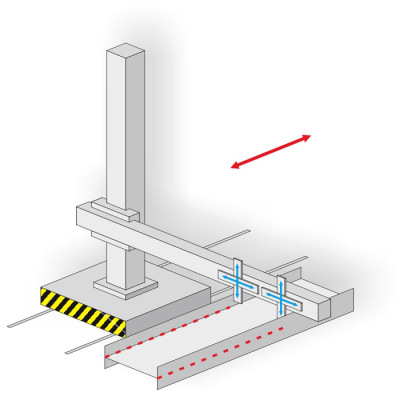
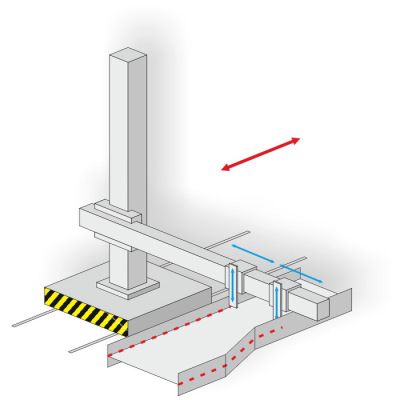
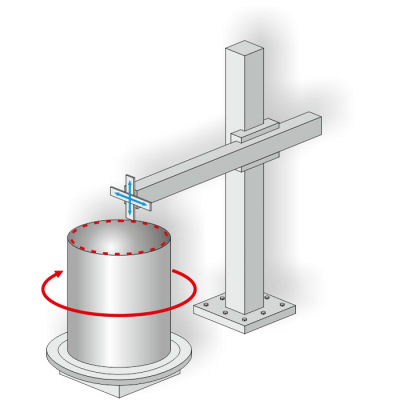
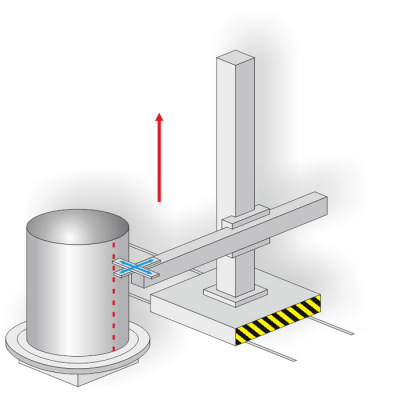
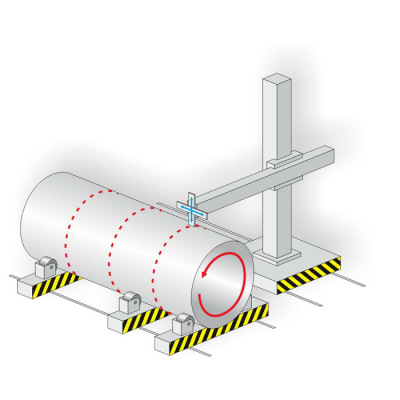
Механические суппорты (слайды) предназначены для перемещения сварочных головок различных типов. Суппорты могут быть установлены поперек сварочного соединения (по одному или попарно в виде креста) для слежения за стыком. Они также могут располагаться вдоль сварного соединения, обеспечивая непосредственно сварочное движение. В зависимости от назначения суппорты могут управляться либо блоком слежения, либо блоком позиционирования, либо непосредственно блоком управления сваркой. |
|
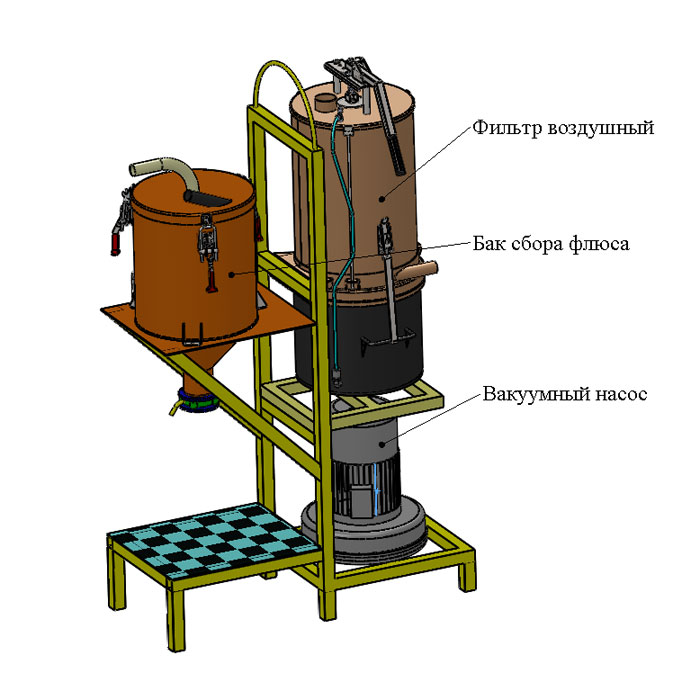
Система сбора флюса |
|
|
|
|
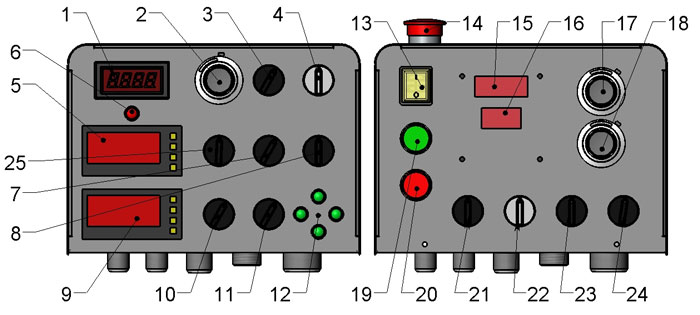
Блоки управления |
|
|
|
|
1. индикатор скорости вращения изделия; 2. регулятор скорости вращения изделия «V»; 3. переключатель «Вперед/Назад» направления вращения роликовых опор; 4. переключатель «Пуск/0/Стоп» вращения манипулятора; 5. счетчик импульсов вращения планшайбы; 6. кнопка «Сброс счетчиков»; 7. переключатель «Ручное/автомат» режим наплавки; 8. переключатель «Изделие», для переключения параметров индикации при наплавке обода или резьбы; 9. счетчик перемещения сварочной головки; 10. переключатель «Вперед/Назад» направления перемещения продольного суппорта; 11. переключатель «Вперед/Назад» направления перемещения продольного суппорта; 12. кнопки перемещения каретки и вертикального суппорта; |
13. переключатель «Выкл./Вкл.» включения питания центрального пульта управления; 14. кнопка «Аварийно стоп» отключения питания центрального пульта управления; 15. индикатор сварочного тока; 16. индикатор сварочного напряжения; 17. регулятор «I» сварочного тока; 18. регулятор «U» сварочного напряжения; 19. кнопка «Пуск» включения процесса наплавки; 20. кнопка «Стоп» выключения процесса наплавки; 21. переключатель заправки проволоки «Вверх/0/вниз»; 22. переключатель «Подачи флюса» подачи сжатого воздуха для подачи флюса; 23. переключатель «Сбор флюса» включает вакуумный насос для сбора флюса; 24. переключатель режима работы «Наладка (3)/Работа I(2)/ Работа U(1)»; 25. переключатель «Влево/0/Вправо» направление отшагивания. |
|
Источник сварочного тока ВДУ-1000 |
|
|
Выпрямитель ВДУ-1000 предназначен для комплектации сварочных автоматов. В комплекте со сварочным автоматом предназначены для сварки и наплавки под слоем флюса на постоянном токе. |
|

|
Основные особенности ВДУ-1000: • Надежное зажигание и устойчивое горение дуги; • Наличие термозащиты от перегрузки; • Возможность как местного, так и дистанционного регулирования сварочных параметров; • Обладают двумя видами жестких внешних вольтамперных характеристик для сварки и наплавки под слоем флюса; • Высокая надежность обмоточных узлов; • Класс изоляции Н; |
|
Технические характеристики ВДУ-1000:
|
|
|
Роликовые опоры ОВРС-5 в специальном исполнении (ролики обрезиненные) |
|

|
Технические характеристики ОВРС-5:
|
|
3D МОДЕЛИ АВТОМАТИЗИРОВАННой УСТАНОВКи ДЛЯ НАПЛАВКИ КОЛЕСНЫХ ЦЕНТРОВ ПОД БАНДАЖИРОВАНИЕ |
|
     |