|
КОМПЛЕКС ДУГОВОЙ СВАРКИ КДС-130 |
|
Комплекс дуговой сварки КДС-130 (автоматическая сварка продольных швов в среде защитных газов неплавящимся электродом с использованием присадочной проволоки) (модернизация имеющегося симера). |
|
Комплекс дуговой сварки КДС-130, в дальнейшем именуемый «Комплексом», предназначен для сварки продольных швов обечаек диаметром до 400 мм и длиной до 800 мм в среде защитных газов неплавящимся электродом с использованием присадочной проволоки. |
|
Комплекс предназначен для работы в закрытых помещениях с естественной вентиляцией на высоте не более 1000 м над уровнем моря в районах умеренного климата при температуре окружающего воздуха от 0 °С до плюс 40 °С с относительной влажностью не более 80% при температуре плюс 20 °С. |
|
ВНЕШНИЙ ВИД КОМПЛЕКСА |
|
|
| + Технические характеристики |














|
СОСТАВ ИЗДЕЛИЯ |
Δ Наверх |
|
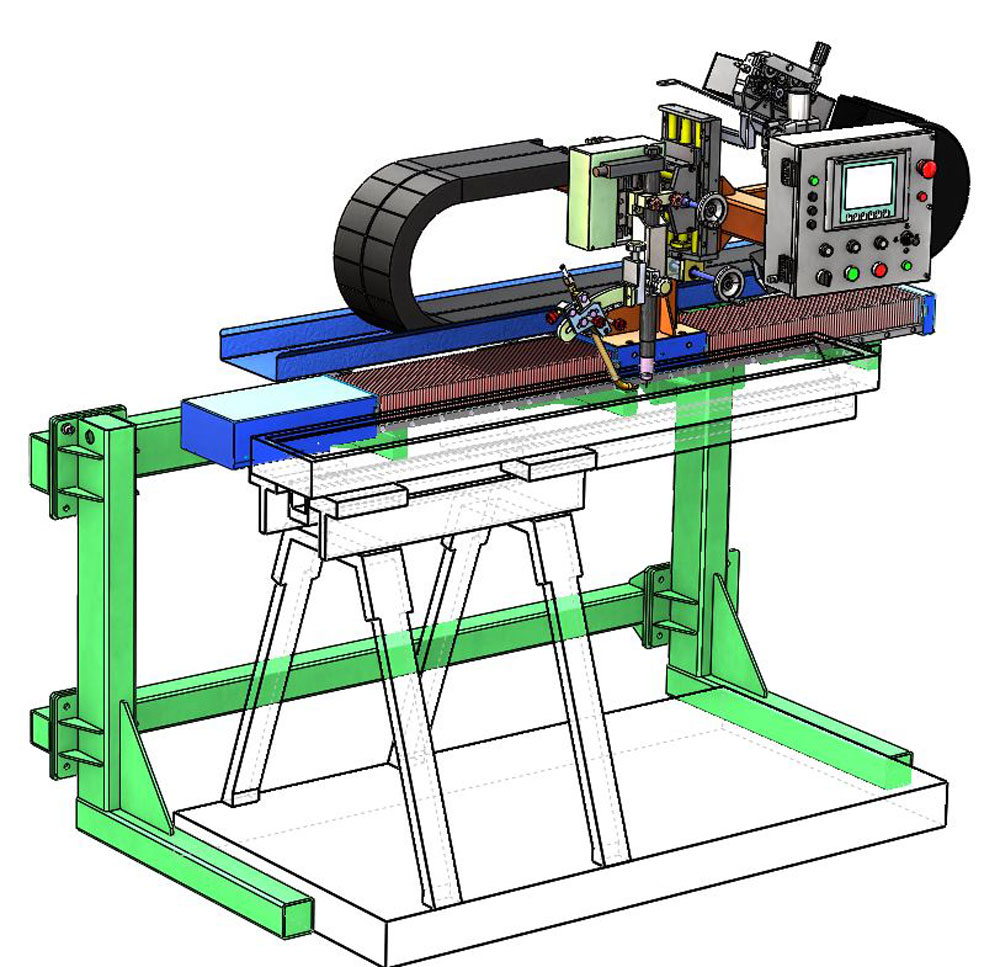
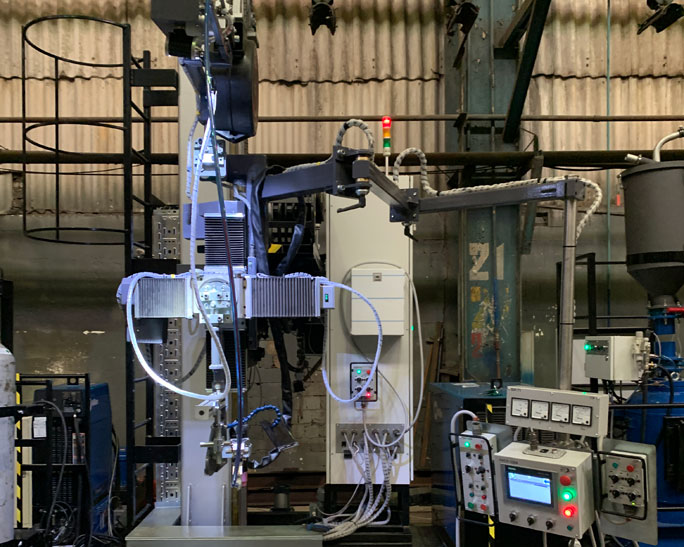
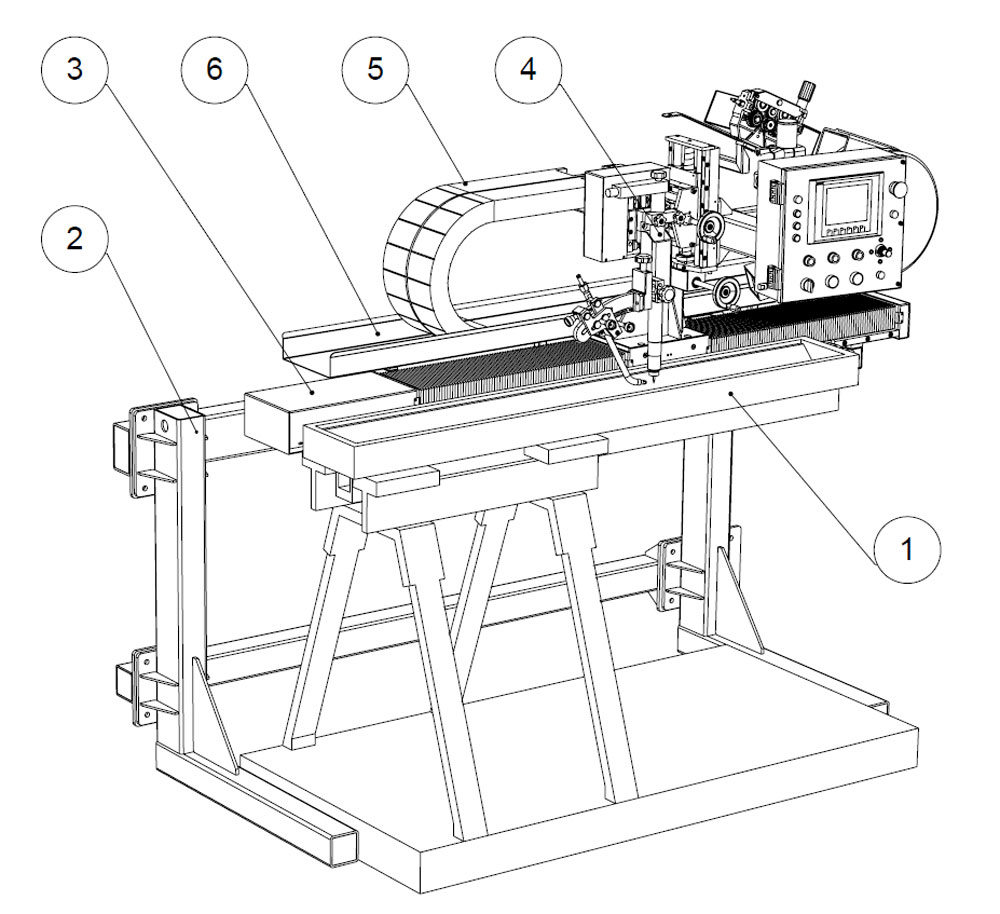
Внешний вид сварочной установки Комплекса приведён на рис. 1. |
|
|
|
|
Рис. 1. Сварочная установка Комплекса. Общий вид |
|
|
За имеющимся столом 1, предназначенным для установки и зажима изделия, размещается сборный каркас 2. На каркас 2 устанавливается механизированный суппорт 3 для перемещения сварочной головки 4 вдоль стола. На каркасе размещаются кабелеукладчик 5 и лоток 6 для подвода проводов и шлангов к сварочной головке. Также в состав Комплекса входят: система управления, включающая в себя шкаф управления, пульт управления, блок индикации; а также блок ротаметров и источник питания. |
| + Укрупнённый комплект поставки Комплекса |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
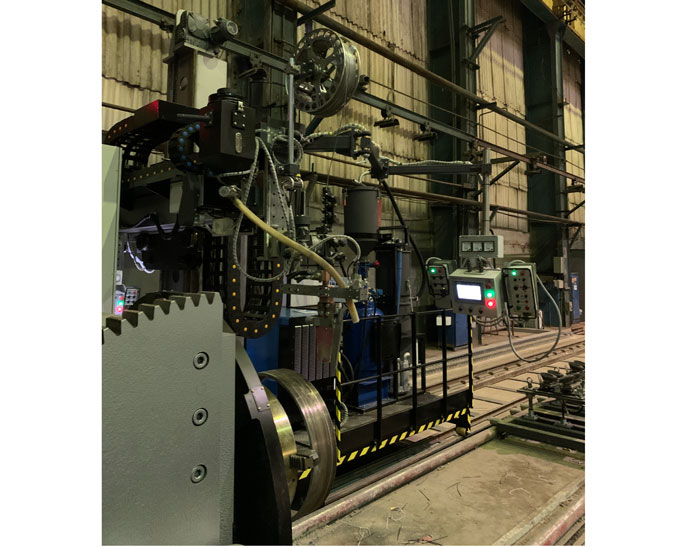
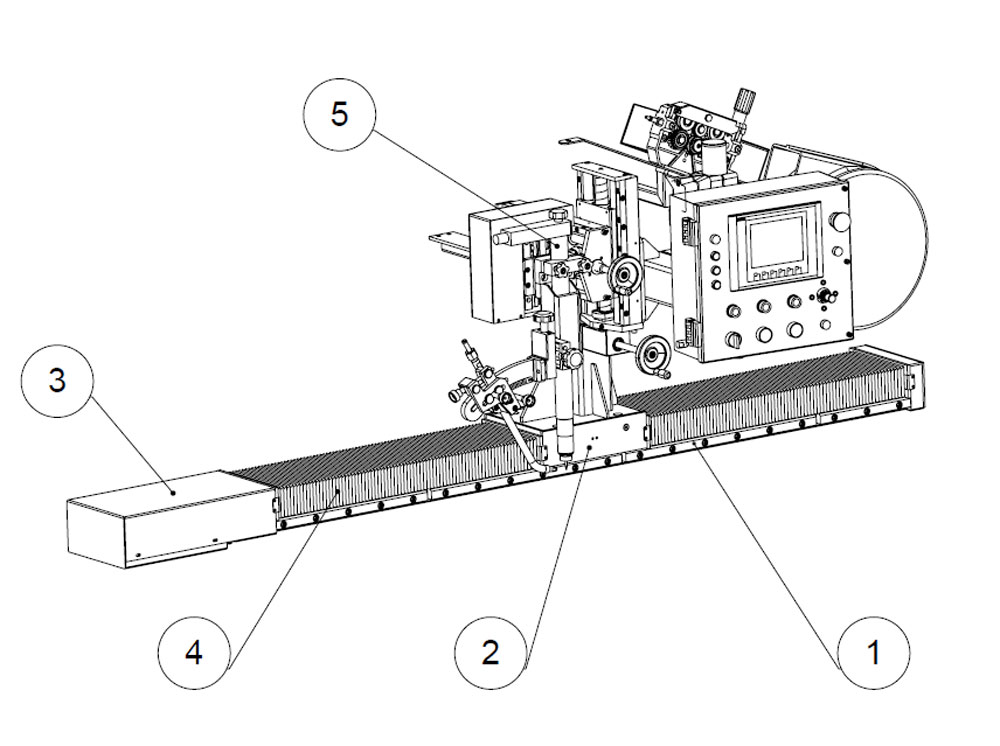
Самоходная сварочная головка (см. рис. 2) состоит из двух основных частей: механизированного суппорта и собственно сварочной головки. Суппорт предназначен для перемещения горелки вдоль шва с заданной скоростью сварки, а также с маршевой скоростью к началу шва или в положение парковки. |
|
|
Суппорт включает в свой состав: ■ основание 1; ■ ползун 2; ■ привод перемещения в защитном кожухе 3; ■ гофрозащита ходового винта и линейных направляющих 4. На суппорте находятся выключатели конечных положений; На ползун суппорта устанавливается сварочная головка 5. Привод перемещения представляет собой сервомотор, установленный в паре с планетарным редуктором. |
|
|
|
|
Рис. 2. Самоходная сварочная головка |
|
■ Сварочная головка |
Δ Наверх |
|
|
|
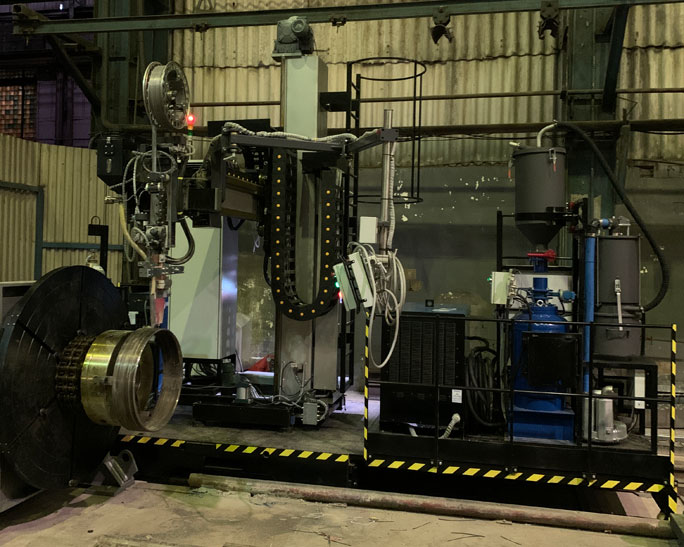
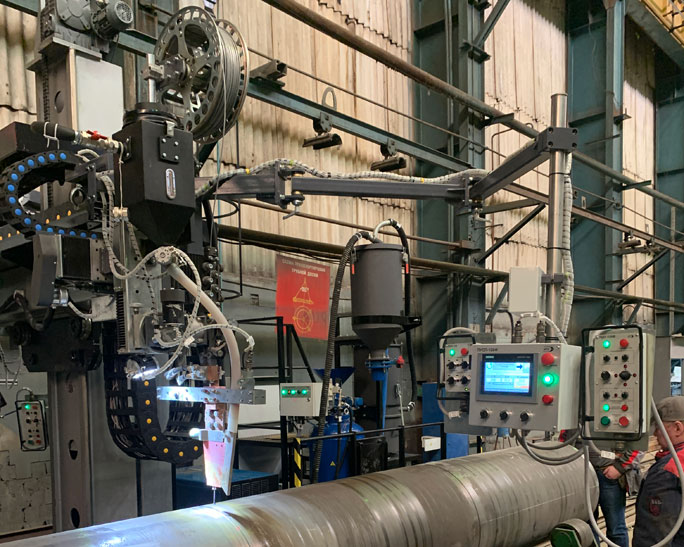
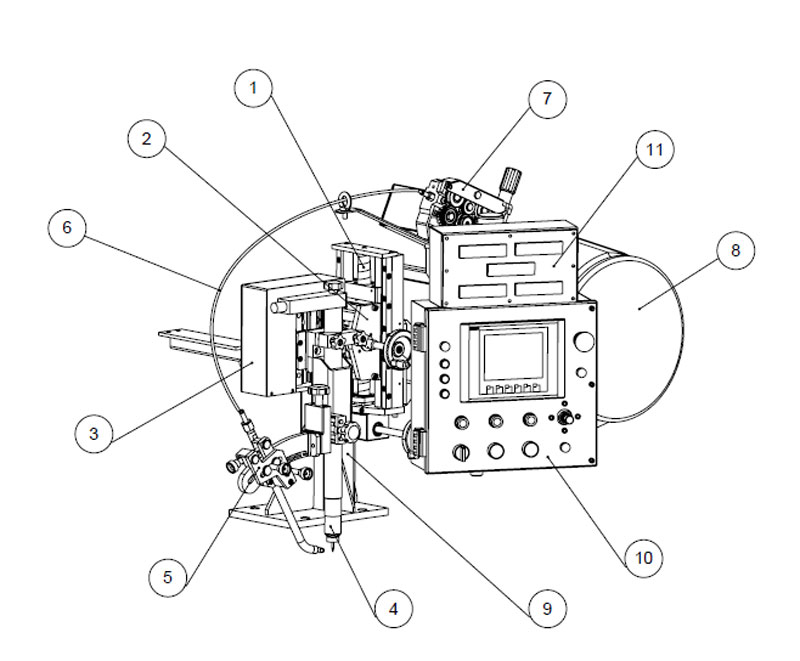
Рис. 3. Сварочная головка |
|
|
Основные части сварочной головки устанавливаются на кронштейн 9, закреплённый на ползуне механизированного суппорта перемещения. Положение горелки может быть отрегулировано в вертикальном и горизонтальном направлении относительно шва изделия при помощи суппортов 1 и 2. При этом высота вылета электрода регулируется автоматически при запуске автоматического цикла (если включена система АРНД). Головка состоит из ручного вертикального суппорта 1, ручного горизонтального суппорта 2, механизированного вертикального суппорта 3 системы АРНД, сварочной горелки 4 с механизмом настройки положения присадочной проволоки 5, механизма подачи 7 и кассеты 8, закреплённой на тормозном устройстве. Механизм подачи соединен с узлом регулировки присадочной проволоки при помощи направляющего канала 6. |
|
|
Пульт управления сварочным процессом ПУСП-130 10 крепится на кронштейне 9. Пульт имеет возможность регулировки по высоте, а также поворота и наклона. На пульт управления устанавливается измерительный блок БИ-130 11. |
|
|
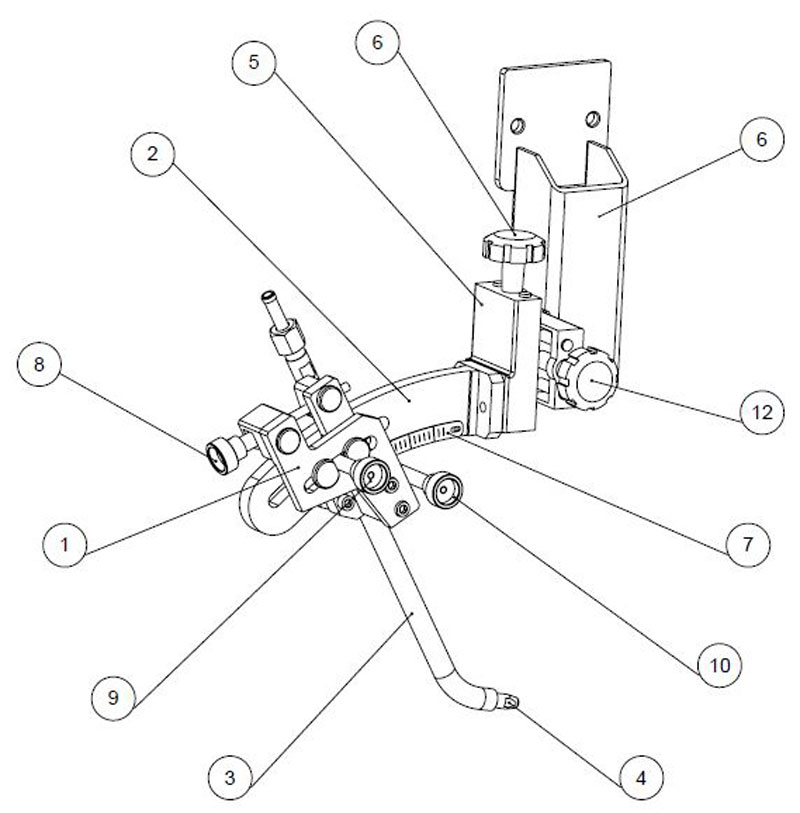
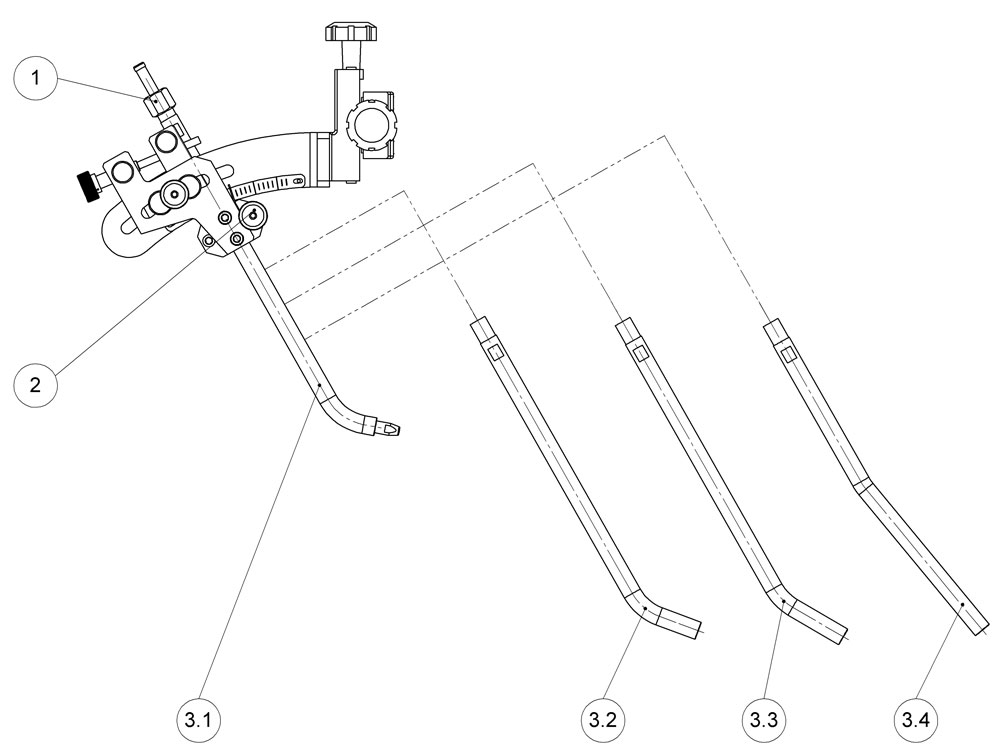
Механизм настройки положения присадочной проволоки предназначен для направления проволоки под необходимым углом в сварочную ванну, а также для регулировки её положения в вертикальном и поперечном направлениях относительно сварочной горелки. |
|
|
|
|
Рис. 4. Механизм настройки положения присадочной проволоки |
|
|
Механизм состоит из ползуна 1, перемещающегося по направляющей 2 со шкалой 7. В клемме ползуна закреплён направляющий мундштук 3 со сменным наконечником 4. Направляющая, в свою очередь, закреплена на крестообразном суппорте 5, позволяющем настраивать положение мундштука по вертикали и горизонтали. Механизм фиксируется на сварочной головке при помощи кронштейна 6. Выбор необходимого мундштука: |
|
|
■ используя таблицу (см. ниже), выберите необходимый номер мундштука; ■ открутите накидную гайку 1 (см. рис. 5) и выньте направляющий канал из мундштука; ■ ослабьте ручку 2 и выньте мундштук из клеммы; ■ вставьте необходимый мундштук в клемму и зафиксируйте его; ■ заправьте канал в мундштук и затяните накидную гайку. |
| Номер мундштука | Диапазон регулировки угла, град. |
| 1 | 0…20 |
| 2 | 10…30 |
| 3 | 20…40 |
| 4 | 40…60 |
|
Настройка положения мундштука: |
|
|
■ для предварительного выставления мундштука по высоте (при необходимости) ослабьте ручку 10 и передвиньте его в необходимое положение, затяните ручку 10; ■ ослабьте ручку 9 и предварительно установите необходимый угол наклона проволоки, затяните ручку 9; ■ вращая ручку 8, точно установите необходимый угол; ■ используйте ручки 11 и 12 для корректировки положения проволоки по высоте и в поперечном направлении, соответственно. |
|
|
|
|
Рис. 5. Сменные мундштуки для присадочной проволоки |
|
■ Система управления Комплексом |
Δ Наверх |
|
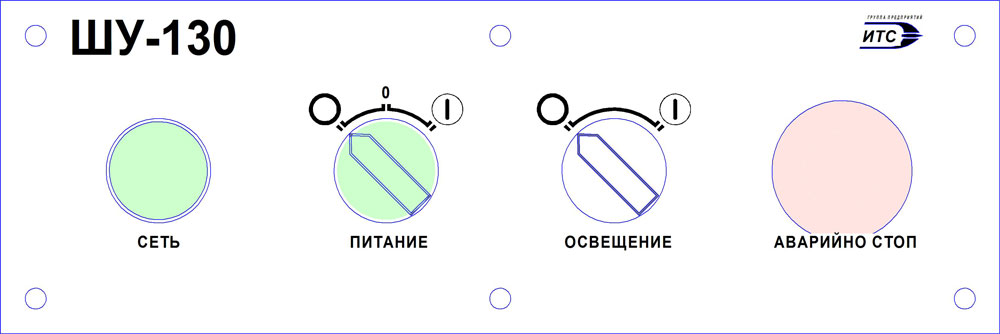
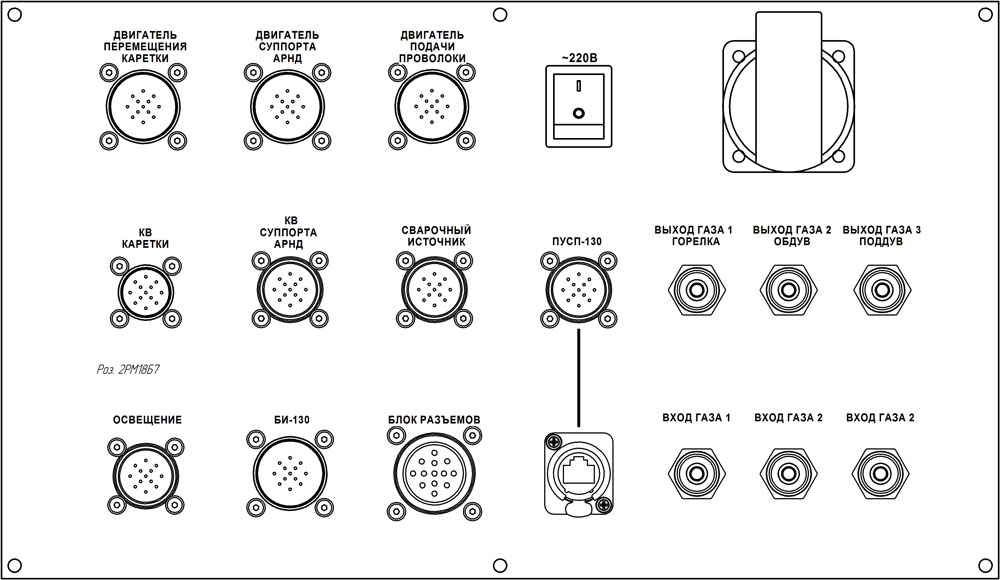
Шкаф управления ШУ-130 состоит из корпуса, установленного на цоколе, монтажной панели с установленным на ней оборудованием, лицевой панели (рис. 6) и панели разъёмов (рис. 7), расположенной на боковой стенке. |
|
|
|
|
Рис. 6. Шкаф управления ШУ-130.
|
|
|
|
|
Рис. 7. Шкаф управления ШУ-130.
|
|
|
Работа со шкафом управления:
- для включения шкафа переведите переключатель «Питание» в положение |
|
|
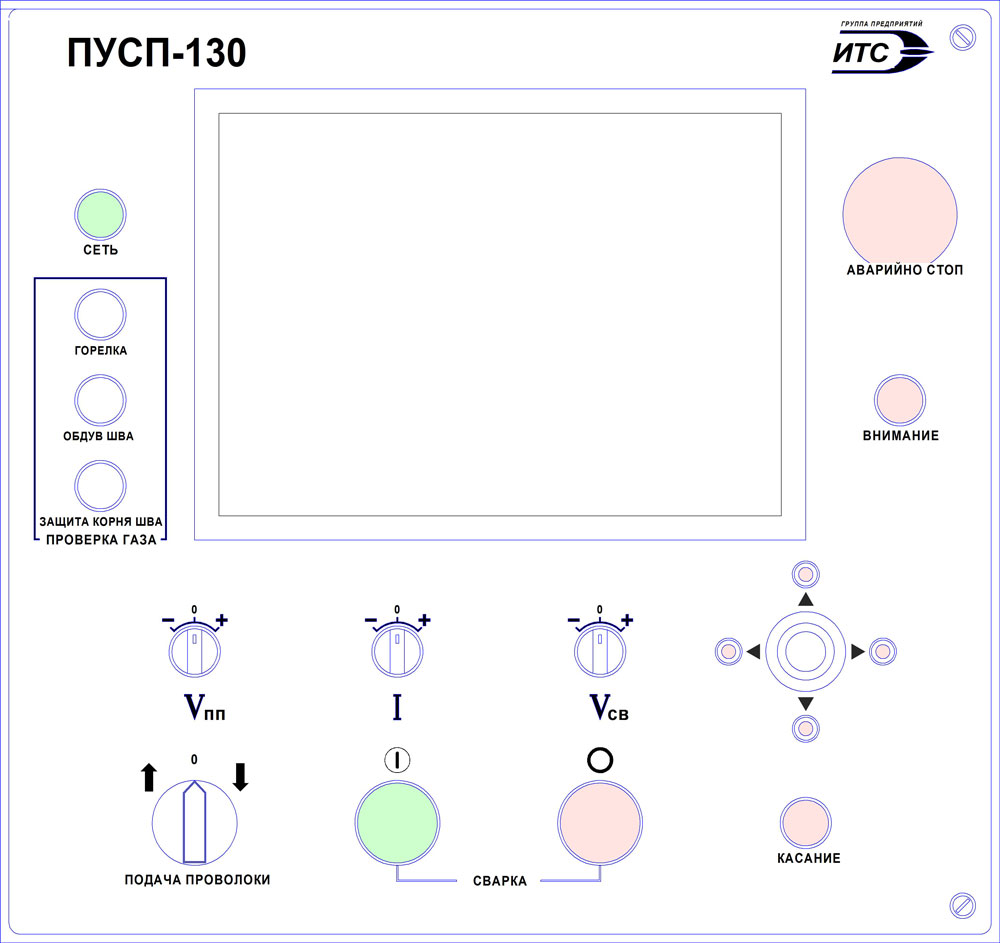
Пульт управления сварочным процессом ПУСП-130 предназначен для задания основных сварочных параметров, таких как напряжение (для работы системы АРНД), сила тока, скорость сварки и скорость подачи присадочной проволоки; управления перемещением каретки и вертикальным суппортом системы АРНД; включения и выключения сварочного цикла и отображения необходимой информации. Пульт состоит из корпуса, лицевой панели (рис. 8) и сенсорной панели (см. описание панели КТР600). |
|
|
|
|
Рис. 8. Пульт управления сварочным процессом ПУСП-130.
|
|
|
Работа с пультом управления:
- сигнальная лампа «Сеть» сигнализирует о том, что система управления включена и пульт готов к использованию;
|
|
|
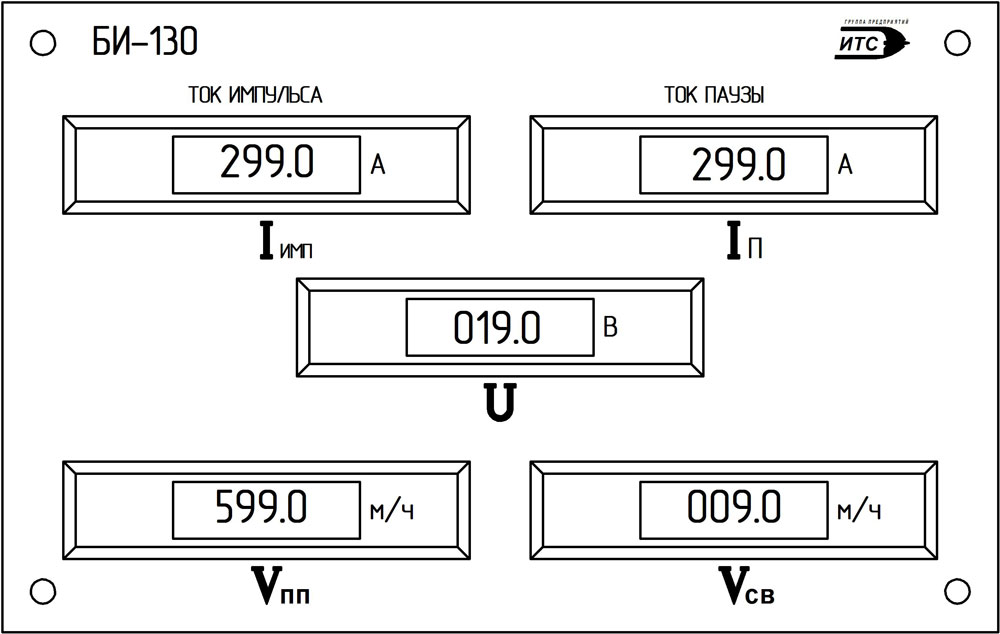
Блок индикации БИ-130 предназначен для отображения текущих параметров сварки, таких как напряжение, сила тока, скорость сварки и скорость подачи присадочной проволоки. |
|
|
|
|
Рис. 9. Блок индикации БИ-130.
|
|
|
Комплекс выполняет следующие работы.
■ Подготовка к сварке.
■ Работа.
|
|
|
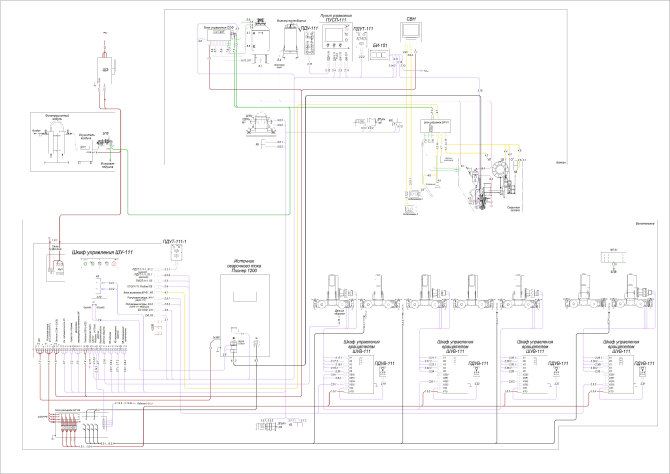
Электрооборудование Комплекса расположено в шкафу управления, пульте управления и блоке индикации. К электрооборудованию относится также источник питания сварочного тока. Управление Комплексом осуществляется с пульта управления и источника сварочного тока. |
|
|
Работа системы управления. Система управления обеспечивает:
■ работу в автоматическом и наладочном режимах;
|
| Изготовитель оставляет за собой право на модификацию и/или изменение технических условий без предварительного уведомления. | |
| Внешний вид изделия, может отличаться от иллюстраций, представленных на сайте. | |
| Материалы размещенные на сайте носят информационный характер и не являются публичной офертой. |