|
КОМПЛЕКС ДУГОВОЙ СВАРКИ КДС-111 |
|
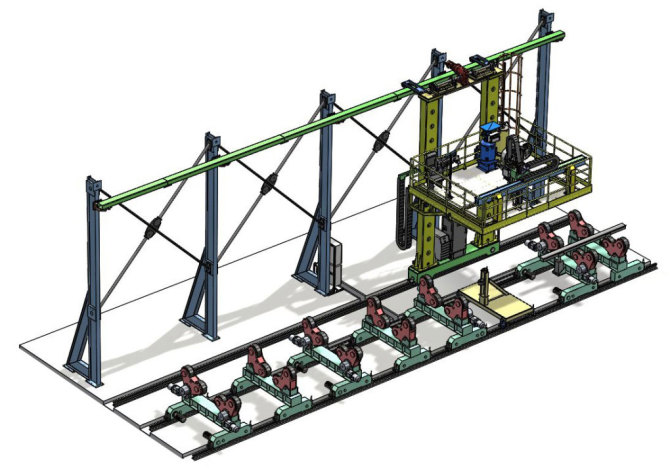
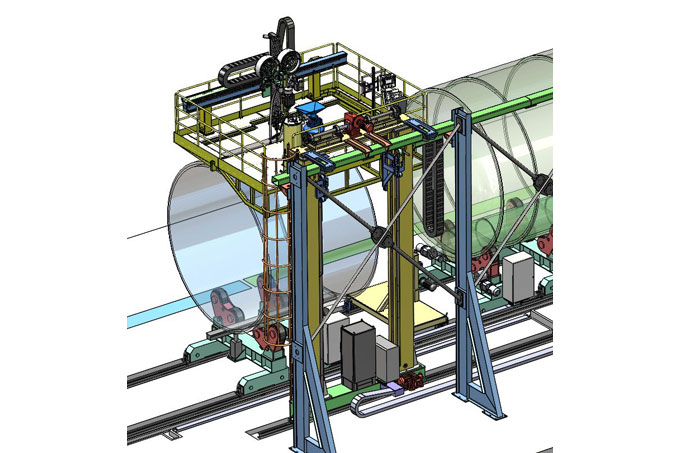
Комплекс дуговой сварки КДС-111 предназначен для сварки наружных кольцевых и продольных швов изделий диаметром от 800 до 4000 мм |
|
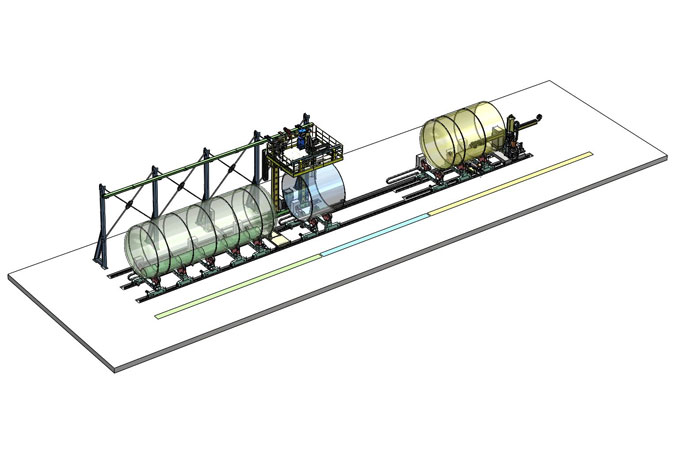
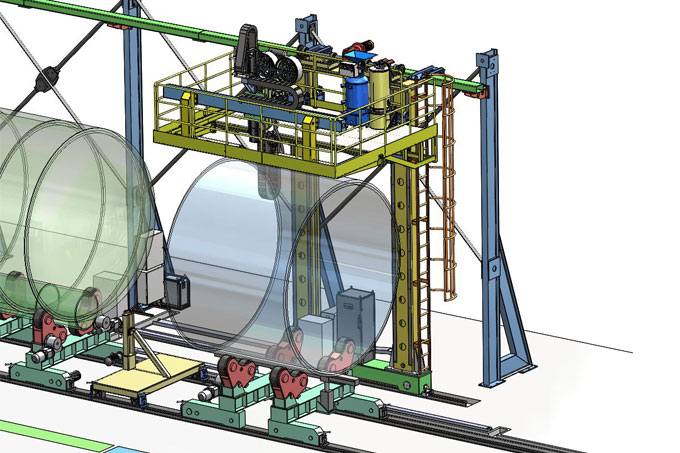
ВНЕШНИЙ ВИД КОМПЛЕКСА |
|
|
|
| + Технические характеристики |
|
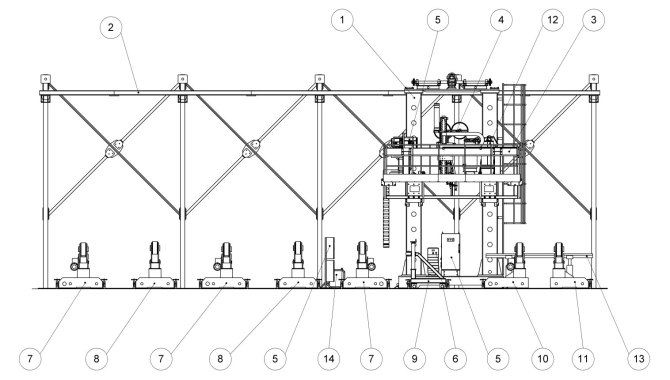
СОСТАВ КОМПЛЕКСА |
|
|
|
|
1. Велотележка; 2. Направляющая со стойками; 3. Портал с кареткой; 4. Головка для кольцевой и продольной сварки; 5. Система управления комплексом; 6. Источник питания сварочной дуги; 7. Приводные роликовые опоры для сварки кольцевых швов; |
8. Неприводные роликовые опоры для сварки кольцевых швов; 9. Устройство механического антидрейфа; 10. Приводная роликовая опора для сварки продольных швов; 11. Неприводная роликовая опора для сварки продольных швов; 12. Система флюсооборота; 13. Флюсовая подушка для сварки продольных швов; 14. Система подготовки воздуха. |
| + Укрупнённый комплект поставки Комплекса |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
|
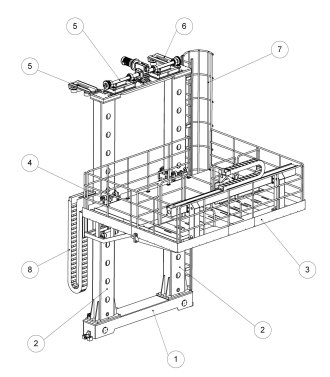
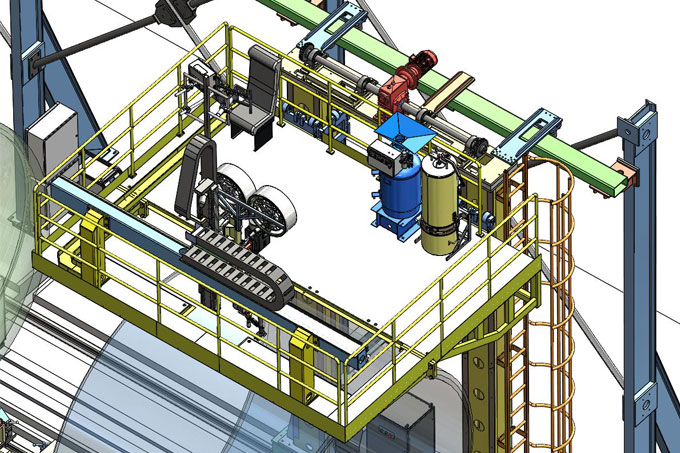
Велотележка |
|
|
1. Тележка; 2. Пара вертикальных стоек; 3. Балкон; 4. Пара кареток; 5. Устройство подъема; 6. Пара верхних роликов; 7. Лестница; 8. Кабелеукладчик. |
|
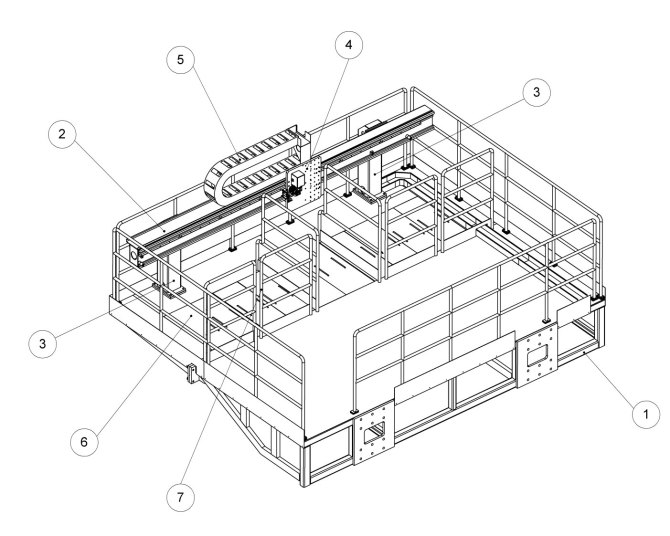
Балкон |
|
|
В балконе имеется проём для размещения сварочной головки. При кольцевой сварке часть проёма может быть закрыта специальными настилами для безопасного нахождения оператора на балконе и более удобного обслуживания головки. Проём также огорожен съёмными поручнями. |
|
|
1. Сварная рама с установленными на ней порталом и комплектом ограждений; Портал состоит из следующих частей: 2. Балка; 3. Пара стоек; 4. Каретка; 5. Кабелеукладчик. |
|
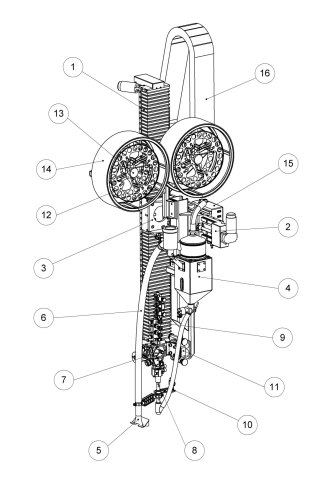
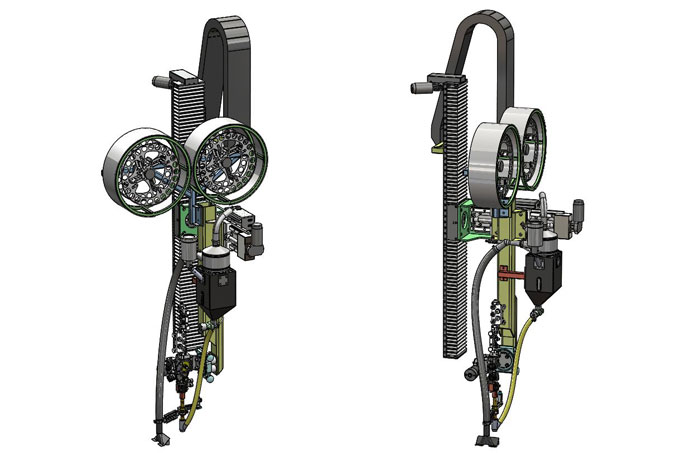
Головка |
|
|
Предназначена для наружной кольцевой и продольной сварки изделий. |
|
|
1. Вертикальный суппорт; 2. Горизонтальный суппорт; 3. Комплект кронштейнов; 4. Флюсовый бункер; 5. Сопло флюсосбора; 6. Комплект шлангов для подачи и уборки флюса; 7. Подающий механизм с приводом; 8. Мундштук; 9. Правильное устройство; 10. Светоуказатель; 11. Поворотный суппорт; 12. Пара кассет; 13. Тормозные устройства; 14. Кожухи; 15. Блок разъёмов; 16. Лазерный датчик расстояния; 17. Пара камер системы видеонаблюдения. |
|
Система флюсооборота |
|
|
Предназначена для подачи флюса в зону сварки, а также для сбора остатков флюса в бункер с целью его дальнейшего использования.
Система флюсооборота включает в свой состав:
Подвод очищенного и сухого воздуха обеспечивается при помощи системы подготовки воздуха. |
|

|
Флюсовый бункер служит для первоначального наполнения, подачи флюса в зону наплавки и, затем, для сбора флюса из зоны наплавки.
Флюсовый бункер служит для первоначального на-полнения, подачи флюса в зону наплавки и, затем, для сбора флюса из зоны наплавки.
|
|
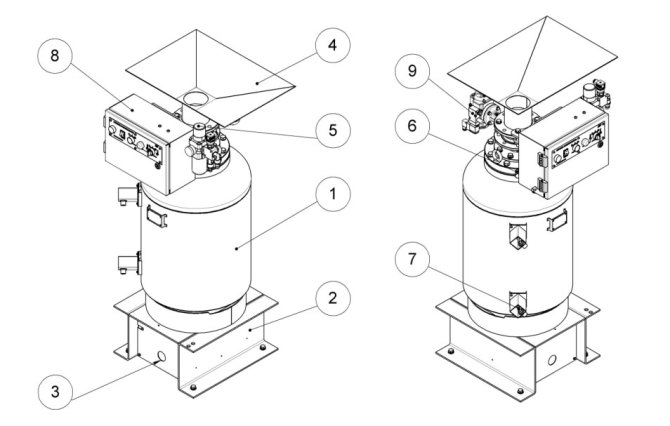
Бак-питатель системы флюсооборота |
|
|
Бак служит для хранения, подогрева, а также подачи флюса к головке. Перед подачей воздуха в бак закрывается дисковый затвор и в баке создается избыточное давление, которое выдавливает флюс через подающий патрубок. При возникновении в баке давления, превышающего рабочее, оно сбрасывается через предохранительный клапан. |
|
|
В нижней части бака установлены два трубчатых электронагревателя, которые подогревают флюс, что препятствует его слипанию и способствует беспрепятственной подаче к месту сварки. Диапазон температур нагрева флюса составляет 40...50 °С, при этом максимальная температура нагрева ТЭНов составляет 250 °С. |
|
|
|
|
1. Ёмкость; 2. Подставка; 3. Подающий патрубок; 4. Воронка для засыпания флюса; 5. Блок подготовки воздуха; |
6. Предохранительный клапан;
7. Датчик наличия флюса; 8. Блок управления; 9. Дисковый затвор; Трубчатые электронагреватели (ТЭНы) (на рис. условно не показаны). |
|
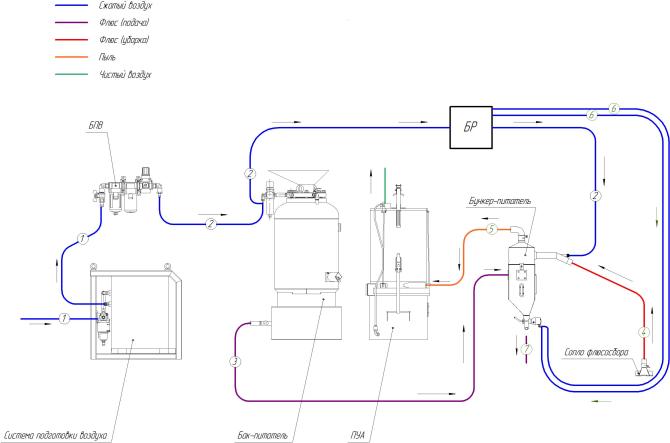
Схема подключения системы флюсооборота |
|
|
|
| № | Рукав | Длина, м |
| 1 | Рукав I-16-0,63 ГОСТ 9356-75 | – |
| 2 | Рукав I-12-0,63 ГОСТ 9356-75 | 55 |
| 3 | Рукав напорный МБС 25-1,6 ГОСТ 10362-76 | 20 |
| 4 | Рукав со стальной спиралью Ø38 мм | 1,5 |
| 5 | Шланг Ø40 (ПВХ) | 20 |
| 6 | Трубка TU06-04 | 1 |
| 7 | Шланг силиконовый Ø25х35 | 1 |
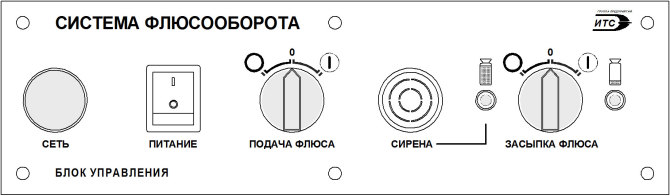
Блок управления системы флюсооборота. Лицевая панель |
|
|
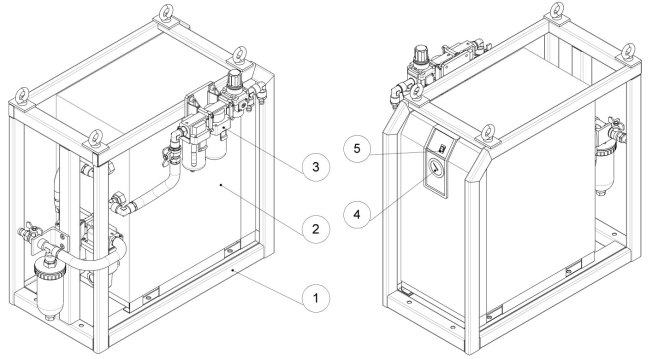
Система подготовки воздуха |
|
|
Предназначена для обеспечения полноценной работы всего пневматического оборудования установленного на сварочном комплексе и преобразования сжатого воздуха поступающего из производственных магистралей в воздух с высокой степенью очистки. |
|
|
Подготовка сжатого воздуха производится для достижения следующих целей:
|
|
|
|
|
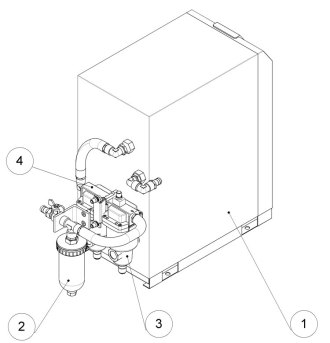
1. Рама; 2. Блок магистральной подготовки воздуха; 3. Блок местной подготовки воздуха; 4. Манометр, который показывает давление воздуха на выходе из осушителя; 5. клавиша включения/выключения 5 осушителя. |
|
|
Блок магистральной подготовки воздуха Предназначен для удаления из сжатого воздуха твердых частиц, водяного и масляного конденсата, а также для осушки сжатого воздуха. |
|
|
1. Осушитель рефрижераторного типа; 2. Устройство автоматического отвода конденсата; 3. Магистральный фильтр; 4. Магистральный водоотделитель. |
|
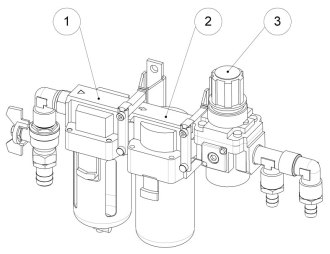
Блок местной подготовки воздуха Предназначен для более тонкой фильтрации сжатого воздуха и регулировки выходного давления. |
|
|
1. Фильтр; 2. Микрофильтр; 3. Регулятор давления с манометром. |
|
Вращатель
В состав вращателя входят:
|
|
|
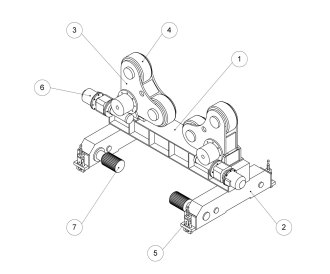
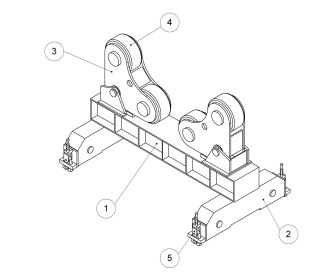
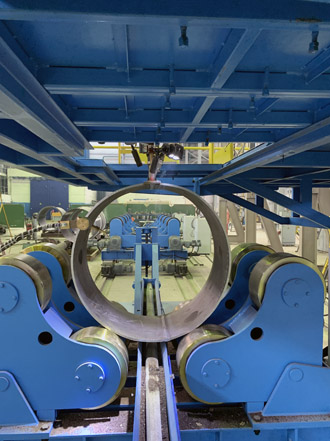
Приводная роликовая опора для сварки кольцевых швов Предназначена для вращения изделия во время сварки кольцевых швов с заданной линейной скоростью. Опора является самоустанавливающейся и снабжена роликами с резиновой обоймой для предотвращения проскальзывания изделия. Опора может использоваться как с аналогичными холостыми опорами, так и с приводными опорами как ведущая или ведомая. |
|
|
1. Рама; 2. Два колёсных блока с приводами 7 и фиксаторами на рельсах 5; 3. Поворотные блоки с роликами 4 и приводами 6; На опоре также установлен шкаф управления (на рис. не показан). |
|
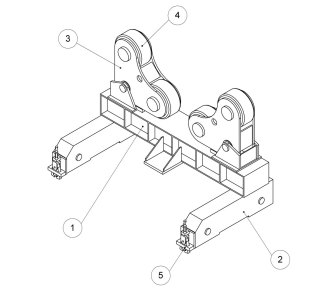
Неприводная роликовая опора для сварки кольцевых швов Предназначена для вращения изделия во время сварки кольцевых швов с заданной линейной скоростью. Опора является самоустанавливающейся и снабжена роликами с резиновой обоймой для предотвращения проскальзывания изделия. |
|
|
1. Рама; 2. Два колёсных блока с фиксаторами на рельсах 5; 3. Поворотные блоки с роликами 4; |
|
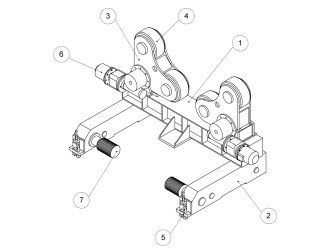
Приводная роликовая опора для сварки продольных швов Предназначена для размещения на ней изделия при сварке продольных швов, а также для его поворота в нужное положение. Опора является самоустанавливающейся и снабжена стальными роликами. |
|
|
1. Рама; 2. Два колёсных блока с приводами 7 и фиксаторами на рельсах 5; 3. Поворотные блоки с роликами 4 и приводами 6; На опоре также установлен шкаф управления (на рис. не показан). |
|
Неприводная роликовая опора для сварки продольных швов Предназначена для размещения на ней изделия при сварке продольных швов. Опора является самоустанавливающейся и снабжена стальными роликами. |
|
|
1. Рама; 2. Два колёсных блока с фиксаторами на рельсах 5; 3. Поворотные блоки с роликами 4; |
|
Система управления Система управления Комплексом состоит из следующих блоков:
- шкаф управления ШУ-111;
|
|
|
Система управления обеспечивает:
- работу в автоматическом, автоматическом без сварки, ручном и наладочном режимах;
|
|
|
- в автоматическом режиме:
- начало и завершение работы системы флюсооборота;
|
|
|
- в ручном режиме:
- начало и завершение работы системы флюсооборота;
|
|
|
- в наладочном режиме:
- подачу электродной проволоки «Вверх» и «Вниз»;
|
|
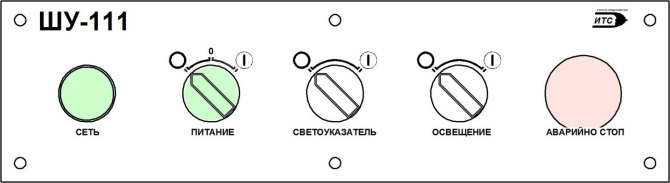
Шкаф управления ШУ-111 (на базе ПЛК («Siemens»). Лицевая панель |
|
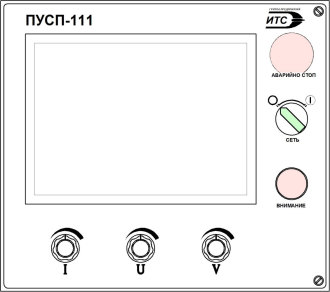
Пульт управления ПУСП-111 (на базе панели оператора KTP600 («Siemens»). Лицевая панель |
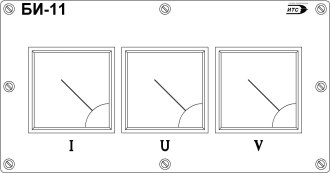
Измерительный блок БИ-11 предназначен для отображения текущих значений параметров сварочного процесса, таких как сила тока, напряжение и скорость сварки |
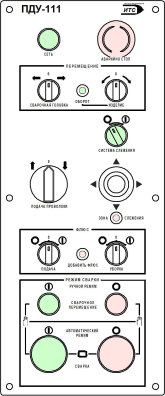
Пульт дистанционного управления сварочным процессом ПДУ-111 предназначен для дистанционного управления составными частями Комплекса и сварочным процессом |

Пульты дистанционного управления велотележкой ПДУТ-111 предназначены для управления составными частями велотележки. Один из пультов находится на балконе велотележки, а второй – внизу для управления с пола. |

Шкаф управления вращателем ШУВ-111.
|
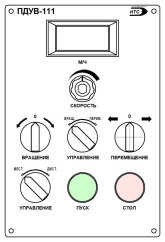
Пульт дистанционного управления вращателем ПДУВ-111 предназначен для управления опорным роликовым вращателем |
|
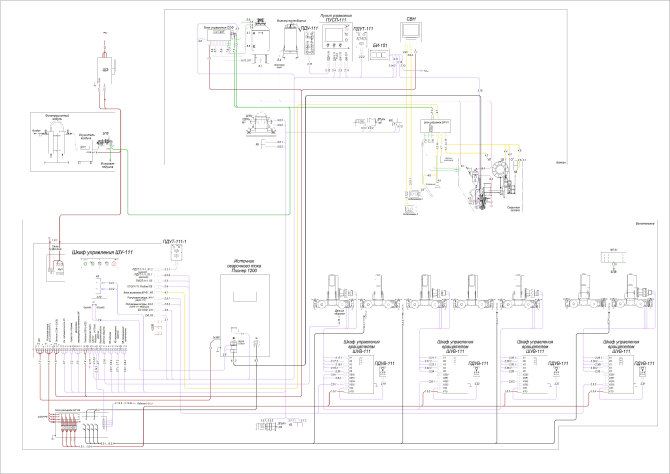
Схема комбинированная общая |
|
|
|
|
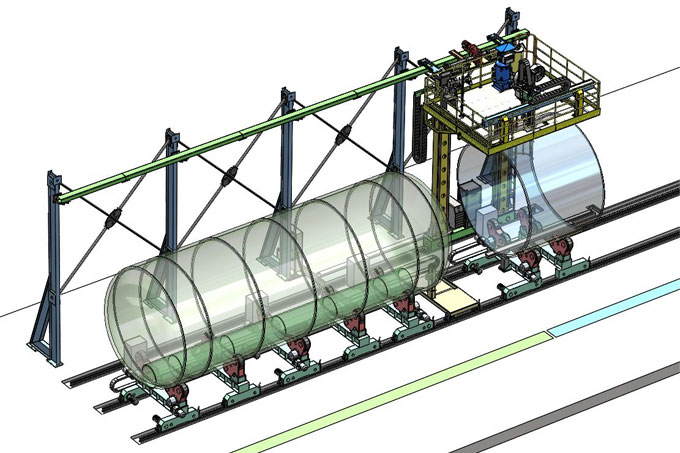
3D МОДЕЛИ КОМПЛЕКСа ДУГОВОЙ СВАРКИ КДС-111 |
|
        |
|
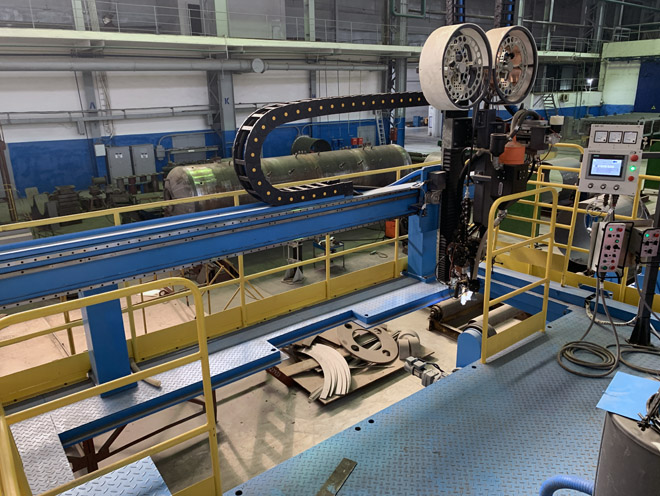
Фотографии КОМПЛЕКСа ДУГОВОЙ СВАРКИ КДС-111 |
|
            |