|
КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ
|
|
Комплект оборудования для автоматической наплавки наружных и внутренних цилиндрических и конических поверхностей стальных изделий предназначен для механизированной наплавки (сварки) плавящимся электродом как под слоем флюса и в среде защитных газов деталей вращения. |
|
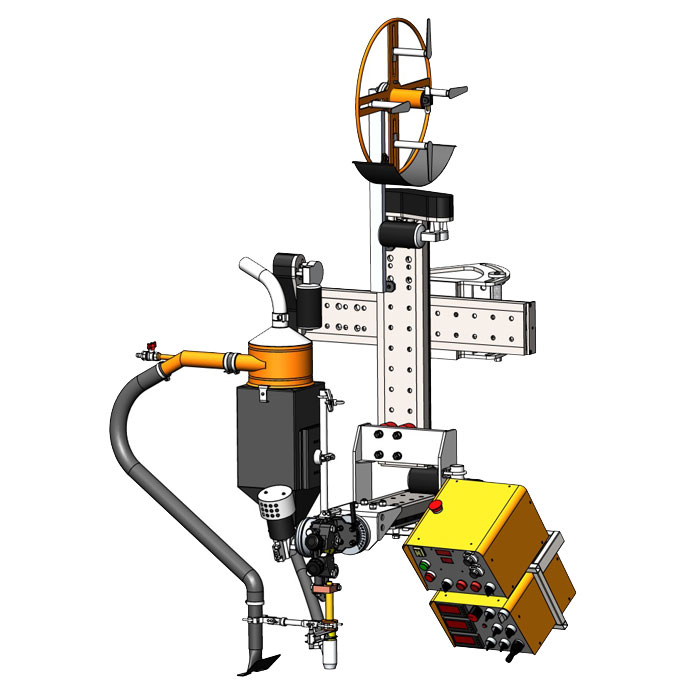
ВНЕШНИЙ ВИД КОМПЛЕКСА |
|
|
|
| + Технические характеристики |
|
СОСТАВ ИЗДЕЛИЯ |
|
|
Комплект оборудования предназначен для установки на оборудование заказчика состоящего из колонны сварочной и станка-вращателя. В состав комплекса входит: сварочная головка (для сварки под флюсом или в среде защитных газов), трёхкоординатный моторизованный суппорт, система управления (состоящая из 2-х блоков управления), блок водяного охлаждения (БВА), сварочный источник, шкаф управления колонной. |
|
|
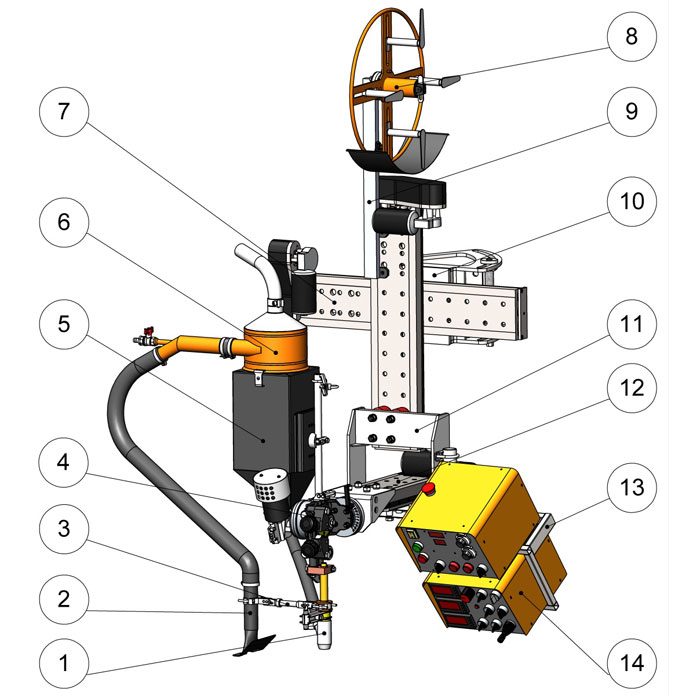
Общий вид комплекса (на рисунке не показаны БВА-02, ВДУ-1000 коммуникационные кабели и рукава) |
|
|
|
|
1. Сопло подачи флюса (флюсовое сопло); 2. Патрубок сбора флюса; 3. Кронштейн СОФ; 4. Головка флюсовая; 5. Бункер подачи флюса; 6. Циклон системы СОФ; 7. Трёхкоординатный моторизованный суппорт; |
8. Кассетное устройство для проволоки; 9. Стойка кассетного устройства; 10. Поворотный кронштейн крепления к колонне; 11. Кронштейн трехкоординатного суппорта с изоляторами; 12. Кронштейн крепления головки; 13. Кронштейн блоков управления; 14. Блоки управления. |
| + Укрупнённый комплект поставки Комплекса |
|
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ |
|
Сварочная колонна с устройствами вращения изделия предоставляется потребителем и является составным элементом комплексов автоматической сварки. На балке колонны закрепляется одна или несколько сварочных головок, реализующих такие сварочные процессы, как сварка под слоем флюса (SAW) и в среде защитного газа (MAG). Основное назначение сварочной колонны – позиционирование сварочной головки относительно сварочного изделия и перемещение ее со сварочной скоростью. |
|
Сварочная головка с системой позиционирования закрепляется на прямоугольном фланце горизонтальной балки колонны. На выходной вал устройства вращения закрепляется датчик оборотов изделия, для реализации алгоритма работы комплекса. Для управления колонной и совмещения с системой управления используется шкаф управления. |
|
Сварочная головка с системой позиционирования закрепляется на прямоугольном фланце горизонтальной балки колонны. На выходной вал устройства вращения закрепляется датчик оборотов изделия, для реализации алгоритма работы комплекса. Для управления колонной и совмещения с системой управления используется шкаф управления. |
|
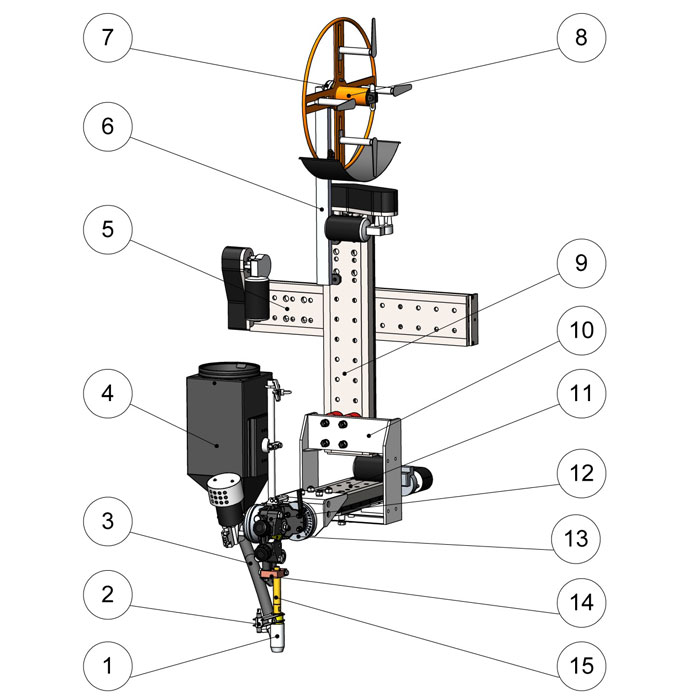
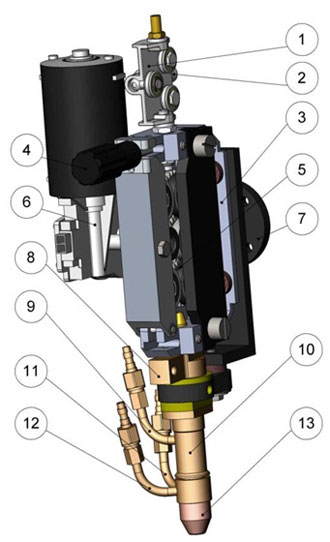
Сварочная головка |
|
|
|
|
1. Флюсовое сопло; 2. Световой указатель; 3. Силиконовая трубка подачи флюса; 4. Флюсовый бункер; 5. Продольный суппорт; 6. Кронштейн кассетного устройства; 7. Тормозное устройство; 8. Кассетное устройство; |
9. Вертикальный суппорт; 10. Кронштейн трехкоординатного суппорта с изоляторами; 11. Поперечный суппорт; 12. Подающее устройство; 13. Ручное поворотное устройство; 14. Шина токоподвода; 15. Токоподвод.; 8. Кабелеукладчик. |
|
Сварочная головка предназначена для автоматической однослойной и многослойной сварки под слоем флюса и в среде защитного газа на постоянном токе изделий из малоуглеродистых и низколегированных сталей в составе сварочных линий, установок и другого сварочного оборудования. |
|
Головка используется для сварки соединений, в нижнем положении, стальной электродной проволокой с плавным регулированием скорости подачи. Головка может плавно перемещаться как относительно шва, так и относительно поверхности изделия. |
|
Сварочная головка состоит из:
|
|
Суппорта предназначены для ориентации сварочной головки относительно оси шва по горизонтали и для регулирования расположения сварочной горелки относительно изделия по вертикали. Вертикальный и горизонтальный суппорта закреплены под 90º относительно друг друга, образуя крест. |
|
Поворотное устройство представляет собой поворотный диск с фиксатором. Вращение диска относительно корпуса производится путем ослабления фиксатора и ручного поворота головки. |
|
Флюсовый бункер представляет собой бак с запорным механизмом. Запорный механизм предназначен для регулирования подачи флюса в зону сварки. Запорный механизм управляется оператором. |
|
Бункер крепится при помощи кронштейна на подающем устройстве. |
|
Флюс засыпается в верхнюю часть бункера. Через флюсовую заслонку и флюсовое сопло флюс под собственным весом высыпается в зону сварки. В нижней части бункера находится флюсовая заслонка, с помощью которой можно прекратить подачу флюса. |
|
При комплектации системой сбора флюса, в верхней части бункера установлен циклон, эжектор, который соединен гибким шлангом с соплом флюсосбора, и кран подачи сжатого воздуха. Для ориентации сопла в нижней части системы сбора флюса установлен комплект кронштейнов. |
|
Кассетное устройство устанавливается на тормозное устройство, которое предотвращает самостоятельное разматывание сварочной проволоки. |
|
ВНИМАНИЕ! Тормозное устройство рассчитано на установку кассеты массой до 30 кг! |
|
В зависимости от типа сварки, в качестве устройства подающего используется либо сварочная головка АДФ-1000, либо сварочная головка АДГ-630. |
|
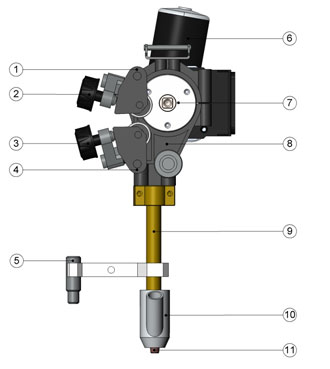
Подающее устройство АДФ-1000 |
|
|
1. Прижимной ролик; 2. Ручка с толкателем прижимного ролика; 3. Ручка с толкателем правильного ролика; 4. Правильный ролик; 5. Световой указатель; 6. Электропривод постоянного тока; 7. Подающий ролик; 8. Правильное устройство; 9. Токоподвод; 10. Флюсовое сопло; 11. Наконечник; |
|
Подающее устройство состоит из:
|
|
|
Подающее устройство с электроприводом предназначено для направления и непрерывной подачи электродной проволоки диаметром от 2 до 5 мм подающим роликом в зону сварки с одновременной правкой электродной проволоки. |
|
|
При помощи прижимного ролика сварочная проволока прижимается к подающему ролику, что обеспечивает равномерную подачу сварочной проволоки без проскальзывания. |
|
|
При помощи правильного ролика осуществляется правка проволоки и направление ее в токоподвод. |
|
|
Токоподвод предназначен для передачи сварочного тока токовому наконечнику, закрепленному на его конце. На токоподвод крепится флюсовое сопло для подачи флюса в зону сварки. |
|
|
Крепление токоподвода осуществляется при помощи токоведущей клеммы прижима. Торцевая часть клеммы присоединяется к нижнему фланцу устройства подающего через изолятор. Через шину силовым кабелем токоведущая клемма соединена с источником питания сварочной дуги. |
|
|
Световой указатель служит для визуального контроля положения сварочной проволоки относительно оси шва. |
|
|
Подающее устройство АДГ-630 |
|
|
1. Правильное устройство; 2. Рукоятка правильного устройства; 3. Подающий механизм; 4. Рукоятка прижимного рычага; 5. Подающие и прижимные ролики; 6. Электропривод; 7. Кронштейн крепления; 8. Токоподводящая клемма; 9. Подвод газа в горелку; 10. Мундштук; 11,12. Каналы для подвода, отвода воды; 13. Сопло горелки; |
|
Подающее устройство АДГ-630 состоит из:
|
|
|
При помощи правильного устройства осуществляется правка проволоки и направление ее в подающий механизм. |
|
|
При помощи системы прижимных и подающих роликов сварочная проволока подается в зону сварки равномерно без проскальзывания. |
|
|
Мундштук предназначен для передачи сварочного тока токовому наконечнику, закрепленному на его конце, а также защитного газа в зону сварки. Внутри он обеспечивает циркуляцию охлаждающей жидкости и соответственно охлаждение рабочих элементов. |
|
|
ВНИМАНИЕ! Не забудьте подключить водяное охлаждение к головке. В противном случае процесс сварки будет невозможно запустить. |
|
|
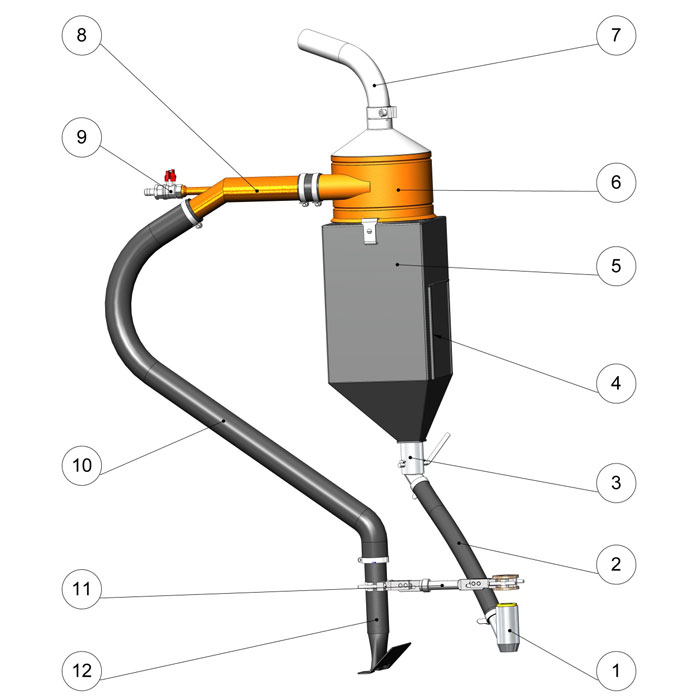
Система оборота флюса СОФ |
|
|
|
|
1. Cопло подачи флюса; 2. Cиликоновый шланг; 3. Запорный механизм флюсового бункера; 4. Кронштейн бункера; 5. Флюсовый бункер; 6. Циклон; |
7. Патрубок отвода пыли; 8. Эжектор; 9. Кран подачи воздуха; 10. Шланг флюсосбора; 11. Кронштейн сопла флюсосбора; 12. Сопло флюсосбора. |
|
Флюсовый бункер представляет собой бак с запорным механизмом. Запорный механизм предназначен для регулирования подачи флюса в зону сварки. Запорный механизм управляется оператором. |
|
Бункер крепится при помощи кронштейна на подающем механизме головки. |
|
Флюс, перед началом работы, засыпается во флюсовый бункер, через горловину напрямую. |
|
Через флюсовую заслонку и флюсовое сопло флюс под собственным весом высыпается в зону сварки. В нижней части бункера находится флюсовая заслонка, с помощью которой можно прекратить подачу флюса. |
|
В процессе работы необходимо периодически проверять наполненность флюсового бункера флюсом по смотровому окну и при необходимости наполнять его. |
|
В верхней части бункера установлен циклон и эжектор. При подаче воздуха через эжектор в циклоне создается разряжение, которое позволяет собирать через сопло флюсосбора неиспользованный флюс из зоны сварки во флюсовый бункер. Мелкие частицы флюсовой пыли из циклона отводятся в пылеуловитель (флюсовый мешок) . |
|
В процессе работы необходимо периодически проверять состояние пылеуловителя. |
|
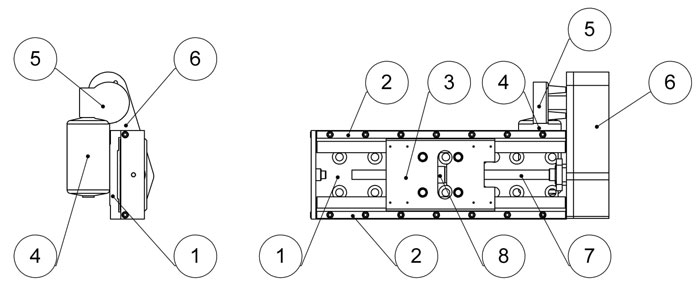
Суппорт сварочной головки |
|
|
|
|
Механические суппорты (слайды) предназначены для крепления и автоматизированного перемещения сварочных головок различных типов. Внешний вид механизированного суппорта представлен на рисунке выше. |
|
Механизированные суппорта выполнены на унифицированных элементах с использованием линейных направляющих с трением качения. |
|
Элементы суппорта базируются на корпусе 1 (см. рисунок). |
|
Две линейные направляющие 2 крепятся к корпусу винтами. |
|
Подвижный ползун суппорта 3 снабжен четырьмя открытыми втулками с шариковыми сепараторами. |
|
Приводная система включает в себя:
|
|
Фрикционная муфта рассчитана на функцию безопасного разобщения валов при выходе пиковой величины крутящего момента за рамки стандартных значений. Подключаемый вал в дальнейшем будет продолжать стабильную плавную работу. Эта муфта включает в себя фрикционную шайбу, две тарельчатые пружины, и поджимную крышку с направляющим штифтом, которая базируется на наружном диаметре ступицы ведомого шкива. |
|
ВНИМАНИЕ! Фрикционная муфта отрегулирована при сборке с учетом номинальной нагрузочной способности суппорта. Порядок регулирования муфты в случае перегрузки суппорта с последующим расцеплением, либо в случае его длительного нерабочего состояния указан в паспорте. |
|
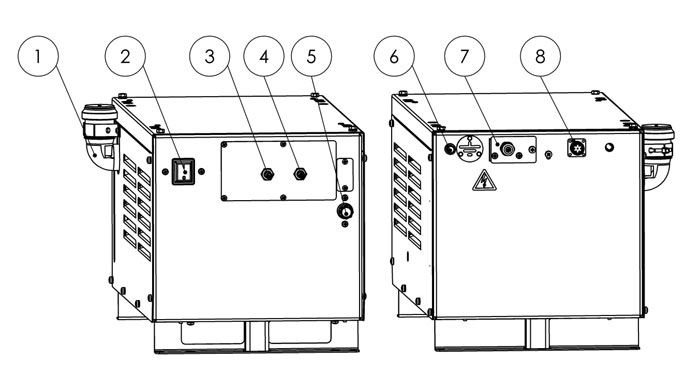
Блок водоохлаждения БВА-02 |
|
|
|
|
1. Горловина бака для заливки охлаждающей жидкости; 2. Выключатель питания блока; 3. Штуцер для отвода охлаждающей жидкости к горелке; |
4. Штуцер для подвода охлаждающей жидкости от горелки; 5. Предохранитель питания; 6. Устройство заземления; 7. Устройство ввода сетевого кабеля; 8. Разъем “Реле протока”; |
|
Блок водоохлаждения автономный БВА-02 предназначен для обеспечения охлаждения и циркуляции рабочей жидкости в замкнутой системе "БВА-02 – водоохлаждаемая горелка". |
|
Контроль за уровнем охлаждающей жидкости и ее циркуляцией в БВА-02 осуществляется визуально через отверстие на боковой поверхности БВА-02. |
|
Для контроля за качеством охлаждения сварочной горелки на задней стенке блока выведен разъем для подключения кабеля от встроенного реле протока. При наличии протока охлаждающей жидкости контакты реле замкнуты, иначе разомкнуты. |
|
Блок управления полуавтоматом |
|
|
|
|
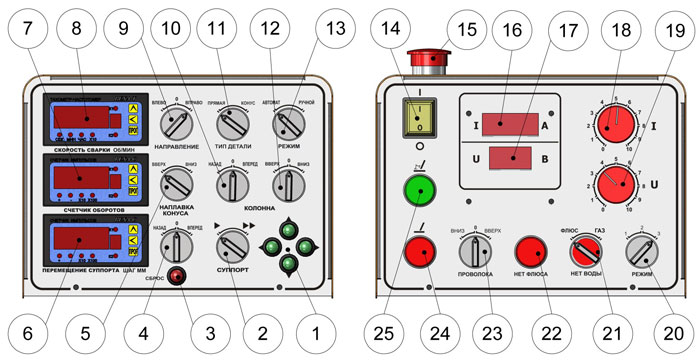
* Соединительные разъемы выведены на заднюю панель блоков; 1. Блок кнопок позиционирования; 2. Переключатель скорости перемещения суппортов; 3. Кнопка сброса счетчика оборотов; 4. Переключатель ручного перемещения суппорта «Шаг» «Назад/Вперед»; 5. Переключатель перемещения при конусной наплавке «Вверх/Вниз»; 6. Счетчик перемещения суппорта «Шаг»; 7. Счетчик оборотов изделия; 8. Информационный дисплей скорости сварки (вращения изделия); 9. Переключатель направления наплавки «Влево/Вправо»; 10. Переключатель перемещения балки «Назад/Вперед»; 11. Переключатель типа детали «Прямая/Конус»; 12. Переключатель подъема балки «Вверх/Вниз»; |
13. Переключатель режима отшагивания «Автомат/Ручной»; 14. Выключатель питания «0/1» блоков; 15. Кнопка «Аварийно стоп» отключения питания блоков; 16. Информационный дисплей тока сварки; 17. Информационный дисплей напряжения сварки; 18. Регулятор «I» сварочного тока; 19. Регулятор «U» сварочного напряжения; 20. Переключатель режима работы «1/2/3»; 21. Переключатель режима работы «Флюс/Газ» с индикацией «Нет воды» (При наличии блока водяного охлаждения); 22. Индикаторная лампа «Нет флюса» (При наличии питателя СОФ); 23. Переключатель «Вниз./0/Вверх» подачи проволоки; 24. Кнопка «Стоп» сварочного процесса; 25. Кнопка «Пуск» сварочного процесса с индикацией поджига дуги. |
|
Описание кнопок и переключателей блоков управления:
|
|
Фотографии КОМПЛЕКС |
|
        |





